在做塑胶产品设计时,两产品相装配所用到的螺丝柱和孔是必不可少的。螺丝柱是外壳结构中极为基础且关键的连接结构,其设计合理性直接关系到整机装配强度、外观质量以及量产良率。在实际项目中,螺丝柱常用于固定 PCBA、电池、摄像头模组、显示屏、按键支架等零部件,也常与自攻螺丝、机械螺丝或热熔螺母配合使用,以实现上下壳、前后壳或内部组件的稳定锁紧。
孔位设计同样不可忽视,其位置度、孔径公差、深度以及与螺丝柱的配合间隙,都会影响装配顺畅性和连接可靠性。如果孔位偏位、孔径偏大或偏小、孔深不足,容易导致螺丝打不进、滑牙、倾斜、锁不紧,甚至造成周边壳体开裂或内部元器件受压损坏。
以下是一些关于产品合壳螺丝柱及孔位的技术资料,内容涵盖常用结构形式、尺寸设计要点、材料与工艺影响、模具与成型注意事项、常见装配问题及改善方向,供大家在项目评审、DFM 分析和结构优化时参考。
一、螺丝柱的常见结构形式
- 普通螺丝柱(自攻螺丝柱) 依靠自攻螺丝直接攻入塑胶柱内形成锁紧力,结构简单、成本低,适用于一般强度要求的内部连接。缺点是反复拆装容易出现滑牙,对柱位强度、肉厚和导向段设计要求较高。
- 热熔螺母螺丝柱 在螺丝柱内预埋铜螺母,通过热熔或超声波方式植入,再用机械螺丝锁紧。优点是连接强度高、可多次拆装、螺纹一致性好,广泛用于手机配件、智能硬件、家电控制板等对可靠性要求较高的产品。
- 超声螺母螺丝柱 利用超声波振动使塑胶局部熔化,同时将螺母压入并固定。适合对热敏感较低的材料,效率高,但对振幅、压力、时间和定位精度要求较高,否则容易出现过熔、烧焦、偏位或结合力不足。
- 注塑预埋螺母螺丝柱 在注塑阶段直接将螺母放入模具并一体成型。优点是螺母定位精度高、结合力强、生产效率高,但对模具定位、嵌件固定、排气和冷却控制要求较严,且灵活性不如后热熔方式。
- 定位柱与辅助柱 除了承担锁紧功能的螺丝柱外,产品中常设置定位柱、限位柱或加强筋结构,用于辅助装配定位、控制间隙、分散应力或补强局部强度,避免装配过程中因受力不均导致壳体变形或开裂。
二、螺丝柱关键尺寸设计要点
- 螺丝柱内径 内径设计需与螺丝类型、螺母规格及装配方式匹配。对于热熔螺母柱,内径通常比螺母外径小一定过盈量,以形成有效抱紧力;对于自攻螺丝柱,则需根据螺丝牙型、材质软硬和预钻孔要求合理设定底孔尺寸,避免太紧撑裂或太松滑牙。
- 螺丝柱外径与壁厚 螺丝柱外壁应有足够肉厚以承受锁螺丝时的径向压力和扭力,但也不能过厚,否则容易引起缩水、凹痕、内应力集中或冷却不均。通常在螺母外径基础上按一定比例增加壁厚,受力较大部位可适当加厚,并配合圆角或加强筋分散应力。
- 螺丝柱高度 柱高需综合考虑螺母高度、热熔余量、螺丝有效咬合长度及底部强度。高度不足容易导致螺母压不到位、溢胶或底部爆裂;高度过高则可能增加缩水风险或浪费材料。一般会在螺母高度基础上预留少量熔化余量,以保证热熔后表面平整。
- 导向与导入结构 螺丝柱顶端或孔口通常需设计导向角、倒角或沉台,便于螺丝、螺母或治具对中导入,减少斜锁、刮牙、偏位和压伤风险。导向结构应顺滑过渡,避免因锐角、毛边或台阶增加装配阻力。
- 根部圆角与过渡 螺丝柱与壳体、筋位或壁面连接处应设置合理圆角,避免直角过渡造成应力集中。根部圆角有助于改善熔胶流动、降低内应力、减少顶出开裂和冷热冲击下的失效风险,是防爆柱、防裂根的重要细节。
三、孔位设计要点
- 通孔与盲孔选择 通孔便于螺丝贯穿锁紧,适合上下壳连接;盲孔多用于螺母植入或螺丝限位。盲孔深度必须大于螺母或螺丝有效长度,并预留安全余量,防止螺丝触碰孔底导致滑牙、顶白或柱位胀裂。
- 孔位位置度与公差 孔位必须保证足够的位置精度,否则会导致螺丝歪斜、卡滞、滑牙或壳体受力不均。排孔时应注意间距、边距和壳体对称性,避免因模具滑块、顶针、骨位或外观面限制造成装配困难。
- 孔径与配合间隙 过孔直径应略大于螺丝光杆或头径,保证锁付顺畅;螺母孔直径则需根据过盈配合要求严格控制,孔径偏大容易导致结合力下降、偏心或松动,孔径偏小则可能引起安装困难、应力集中甚至柱裂。
- 沉头孔与避空设计 对于沉头螺丝或带头螺母,应设计匹配的沉头孔或避空位,使头部与塑胶表面平齐或略低于表面,避免凸出影响外观、手感或后续组装。沉头尺寸需兼顾头部直径、厚度及装配公差。
- 外观面与溢胶控制 螺丝柱附近常为外观隐患区。热熔、超声或锁螺丝过程中可能产生轻微溢胶、顶白、压痕或光泽差异,因此在外观面附近设计螺丝柱时,应合理选择位置、增加装饰圈、避空位或纹面处理,以降低外观风险。
四、材料、工艺对螺丝柱的影响
- 材料收缩与翘曲 不同塑胶材料收缩率不同,ABS、PC、PC+ABS、PA、POM、PP 等材料在冷却过程中会产生不同方向和程度的收缩,进而影响螺丝柱内径、外径、圆度和孔位精度。设计时应结合材料收缩率预留合理余量。
- 加玻纤或矿物填充材料 添加玻璃纤维、矿物填料可提高强度、刚性和耐热性,但也会增加各向异性收缩和模芯磨损风险。对于加纤材料,螺丝柱内径通常需要适当放大,以抵消收缩差异并降低柱裂风险。
- 模具拔模与脱模 螺丝柱内外壁一般需设计适量拔模角,便于顶出并减少擦伤。内孔拔模过大可能影响螺母或螺丝紧固力,外壁拔模则需兼顾外观、装配空间和缩水控制。
- 冷却与缩水控制 螺丝柱肉厚较大时容易在外观面对应位置产生缩水、凹痕或密度不均。可通过优化冷却水路、调整保压参数、局部减胶、掏盲孔、加火山口或增加加强筋等方式改善,而不是盲目加厚柱壁。
五、装配方式与工艺注意事项
- 自攻螺丝装配 自攻螺丝适合快速装配,但对螺丝柱内径、硬度、导向段和锁付扭力控制要求较高。扭力过大容易造成滑牙、爆柱或开裂,扭力过小则锁紧力不足。设计时应校核有效咬合牙数、导入段长度和柱位强度。
- 热熔螺母装配 热熔工艺需控制温度、时间、压力和冷却过程。温度过低结合力不足,温度过高可能导致溢胶、烧焦或材料降解;冷却不足则螺母易松动。螺丝柱高度、内径、外壁强度及根部圆角都会直接影响热熔质量。
- 超声波螺母装配 超声工艺依赖高频振动生热熔化塑胶,对振幅、压力、保压时间及螺母与孔的配合精度要求较高。设计时应保证孔壁光滑、导向良好、底部有足够支撑,并避免在外观面附近产生明显溢胶或压痕。
- 螺丝长度与咬合长度 螺丝有效咬合长度直接影响连接强度。咬合太短容易拉脱或滑牙,太长则可能顶穿螺丝柱底部或干涉内部零件。设计时应根据螺丝规格、材料强度、载荷方向和装配顺序综合确定螺丝长度及柱高。
六、常见失效问题与改善措施
- 爆柱、裂柱 通常由肉厚过大、内角应力集中、热熔余量不足、螺丝过紧或材料收缩不均引起。改善措施包括优化根部圆角、控制柱壁厚度、调整热熔参数、降低锁付扭力或改用热熔螺母结构。
- 滑牙、松脱 常见于内径偏大、咬合长度不足、材料太软、螺丝选型不当或反复拆装。可通过增加有效咬合长度、调整底孔尺寸、更换粗牙螺丝、使用防退牙结构或改用螺母柱来改善。
- 偏位、歪斜 多由孔位公差累积、模具滑块偏差、装配导向不足或锁螺丝角度倾斜造成。应加强导向设计、控制模具精度、优化螺丝导入段,并在治具上做好限位和防呆。
- 缩水、凹痕 螺丝柱背面外观面出现缩水,通常是因为肉厚过大、冷却不足或保压不够。可通过减胶、掏料、加火山口、优化冷却水路或调整成型工艺参数来改善,而不是单纯增加壁厚。
- 溢胶、外观不良 热熔或超声后柱口溢胶会影响外观或装配。可通过控制螺母高度与柱高匹配、优化导向角、调整热熔深度、增加避空位或装饰圈来隐藏或减轻外观影响。
七、DFM 与模具协同设计建议
- 早期评估孔位与行位 在产品结构定型前,应结合模具结构评估螺丝柱是否影响滑块、斜顶、顶针布置及外观分型。排布孔位时应尽量避开外观高光面、装配干涉区和强度薄弱区。
- 模具排气与定位 螺丝柱附近熔胶流动路径复杂,容易困气、缺料或产生结合线。模具设计时应重视排气、冷料井、浇口位置和冷却均匀性,预埋螺母时还需保证嵌件定位精度和防转结构。
- 试模验证与扭力测试 螺丝柱设计是否合理,最终需通过试模、试装、扭力测试和可靠性验证确认。建议在首件阶段重点检查孔径、柱高、螺母平整度、锁付手感、拉拔力及跌落可靠性,并根据实测结果调整尺寸或工艺参数。
1.1 柱子的问题
a. 设计柱子时,应考虑胶位是否会缩水。
b. 为了增加柱子的强度,可在柱子四周追加加强筋。加强筋的宽度参照图1。
柱子的缩水的改善方式见如图1、图2所示:改善前柱子的胶太厚,易缩水;改善后不会缩水。
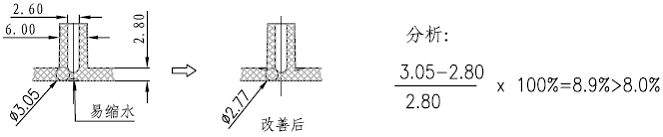
图1

图2
1.2 孔的问题
a. 孔与孔之间的距离,一般应取孔径的2倍以上。
b. 孔与塑件边缘之间的距离,一般应取孔径的3倍以上,如因塑件设计的限制或作为固定用孔,则可在孔的边缘用凸台来加强。
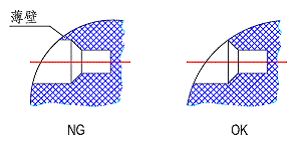
图3
c. 侧孔的设计应避免有薄壁的断面,否则会产生尖角,有伤手和易缺料的现象。
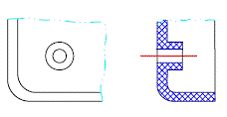
图4
1.3 “减胶”的问题
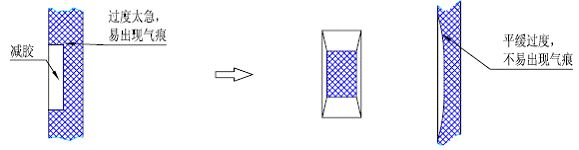
图5
2、螺丝柱的设计
2.1 通常采取螺丝加卡扣的方式来固定两个壳体,螺丝柱通常还起着对PCB板的定位作用。
2.2 用于自攻螺丝的螺丝柱的设计原则是为:其外径应该是Screw外径的2.0~2.4倍。设计中可以取:螺丝柱外径=2×螺丝外径;螺柱内径(ABS,ABS+PC)=螺丝外径-0.40mm;螺柱内径(PC)=螺丝外径-0.30mm或-0.35mm(可以先按0.30mm来设计,待测试通不过再修模加胶);两壳体螺柱面之间距离取0.05mm。
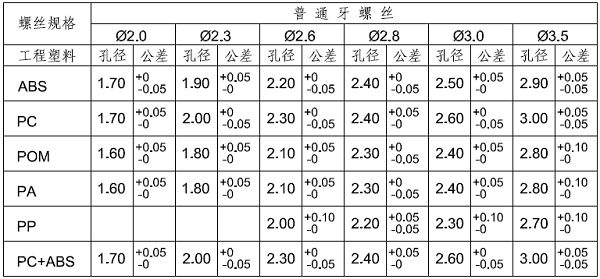
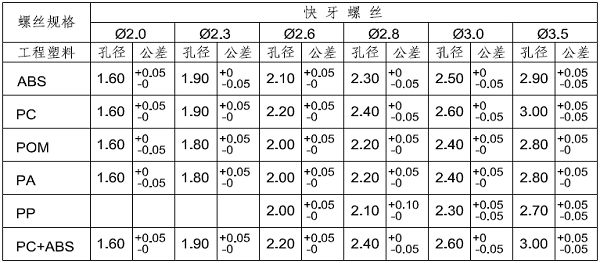
2.3 不同材料、不同螺丝的螺丝柱孔设计值如表1、表2所示。
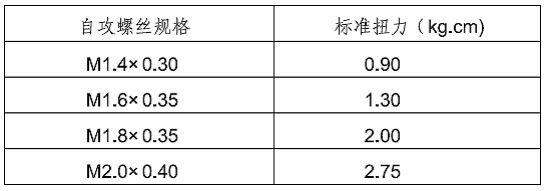
2.4 常用自攻螺丝装配及测试(10次)时所要用的扭力值,如表3所示。
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。



















































 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















