















































软件

产品


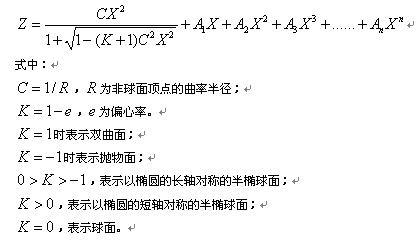
一、前言 目前镜片的加工主要依赖于三轴或者四轴车片机,加工的对象主要是球面镜片和双球面镜片。非球面镜片由于其几何特性,不能以来目前的三轴或四轴加工机床来加工。非球面是指表面各点的半径都不相同的曲面。最常见的非球面为有一个对称轴的回转非球面。可以用下面方程式表示[1]:
本文针对非球面镜片曲面的特性,制定镜片加工工艺,基于UG NX3.0规划了底模和镜片的加工轨迹。其中使用型腔铣规划了木底模的粗加工轨迹,固定轮廓铣规划木底模精加工轨迹,Swarf方式规划镜片的粗、精加工轨迹。
二、 镜片加工工艺 2.1 镜片加工五坐标数控加工中心
一般说来,五坐标数控加工中心由三个平动轴和两个转动轴构成。根据运动轴配置的不同,五坐标数控加工中心可分为三种基本类型[2]:
1)刀具双摆动 即两个回转轴都作用于刀具上。
2)工作台双回转 即两个回转轴都作用于工件上。
3)刀具和工作台分别回转 即两个回转轴分别作用在刀具和工作台上。
为了保证加工的刚度,本文选用工作台双回转类型的五坐标加工中心,即有X、Y、Z三个平动轴和A、C两个作用在工作台上的转动轴,示意图见图1。
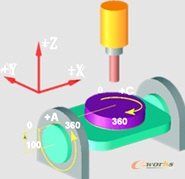
图1. 五坐标加工中心示意图
镜片的生产批量一般比较大,因此加工效率尤为重要,自动换刀功能必不可少。根据加工中使用刀具的数量,建议换刀位不少于5个。
2.2 镜片加工装夹
目前镜片加工的装夹方式主要有两种:1)机夹式,如图2. a),2)空吸式,如图2.b)。机夹式夹紧较为牢固,但是易存在装夹变形的缺陷。空吸式夹紧相对比较平稳,只要空吸力足够,可以很好的完成夹紧任务。为使得装夹更为稳固,也可同时采用两种装夹。
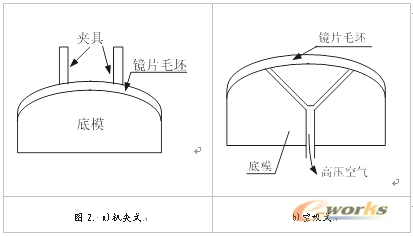
图2. a)机夹式 b)空吸式
2.3 底模数控加工轨迹规划
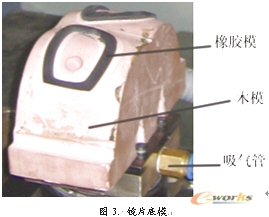
底模的包括木模和橡胶模两部分(如图3)。
2.3.1 木模加工轨迹规划
由木模的形状可知,其加工轨迹可以用三轴方式来规划。木模毛坯为木浆胶合而成,质地较为柔软,因此加工进给速度和主轴转速可以较高,可分别设为1000mm/min和20000r/min。
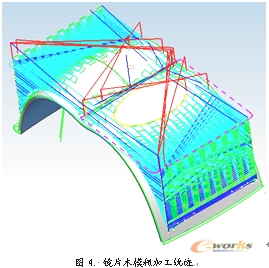
一般说来,粗加工加工策略为型腔铣(CAVITY_MILL),采用往复式加工来提高加工效率,加工的逐层渐进高度为1mm,生成的加工轨迹如图4。
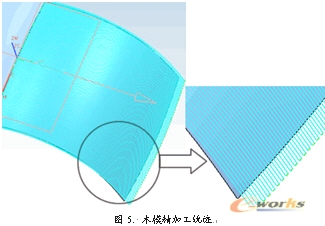
精加工策略为固定轴轮廓铣(FIXED_CONTOUR),选定上表面为驱动几何(Drive Geometry),一般设定残余高度为0.02mm。如图5为木模的精加工轨迹。
经过轨迹转换为NC代码后,对木模进行实加工,加工效果如图2。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















