















































软件

产品


信号可选择是否为运行时参数,即对机电对象的速度、定位等的代理,可选输出还是输入,可选数值类型,可选测量类型,可填初始值。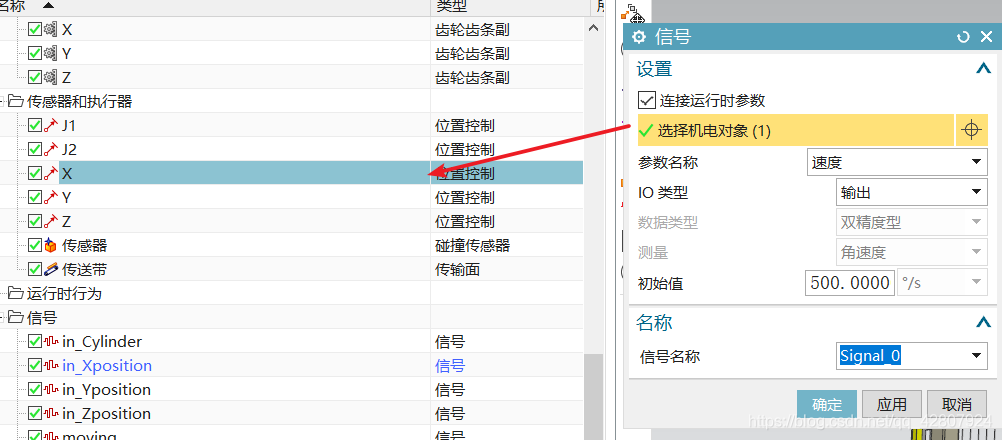
我们要对轴位置进行控制,所以需要添加XYZ轴的定位输入信号,供PLC改变控制,同时添加输出信号,为实时测量反馈定位数值,作为是否到位的判断。
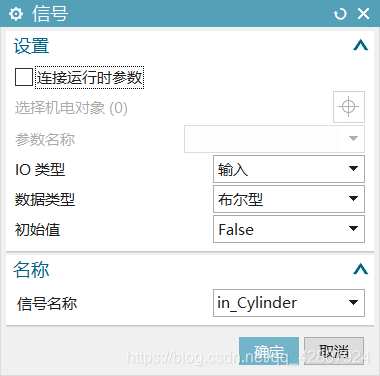
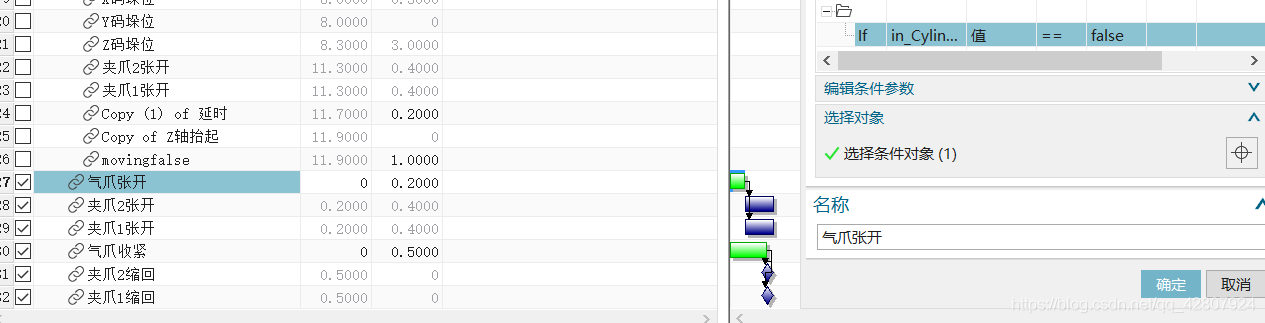
对于气缸,在真实设备中,通过一个bool信号控制开断就可以控制气爪伸缩,所以添加一个布尔型输入变量,配合仿真序列如下
创建工程我们直接打开 项目 视图,添加设备,添加1500CPU、HMI、DI(数字式输入)、DQ(数字式输出)、AI(模拟量入)、AQ(模拟量输出)模块等,这里选择1515T-2 PN,另外PLCSIM Advanced不支持1200CPU仿真,HMI添加精智屏7寸。CPU添加子网和设置IP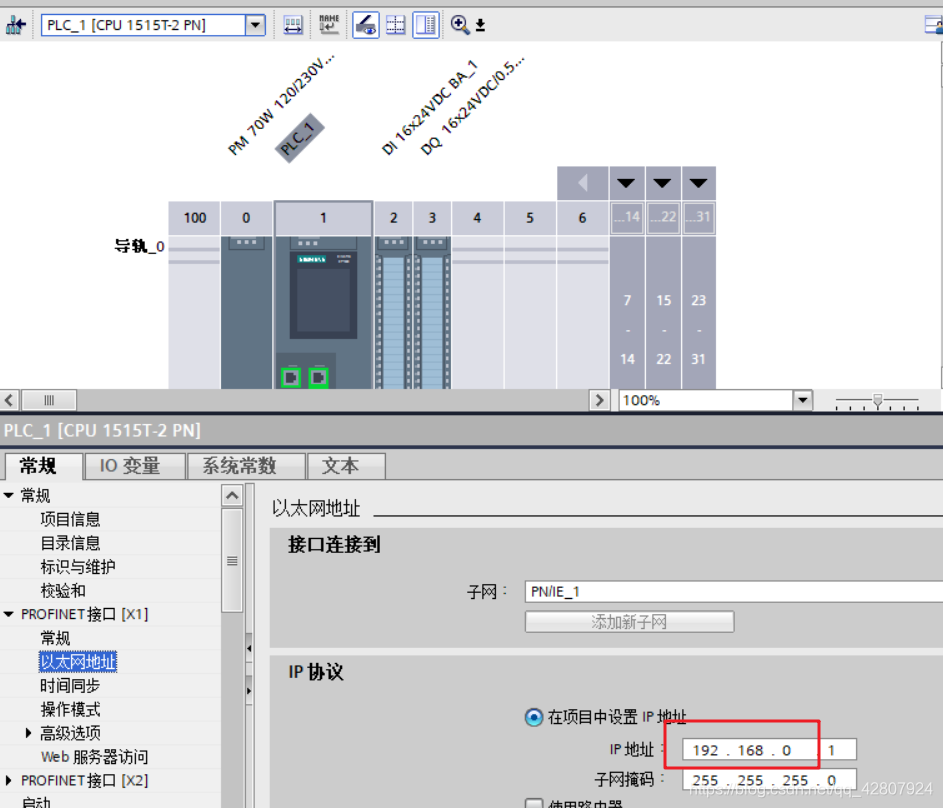
或直接拖拽以太网接口连接HMI,自动添加子网,地址默认,HMI和 PLCSIM Advanced保持IP地址前三位一致。HMI添加子网和设置IP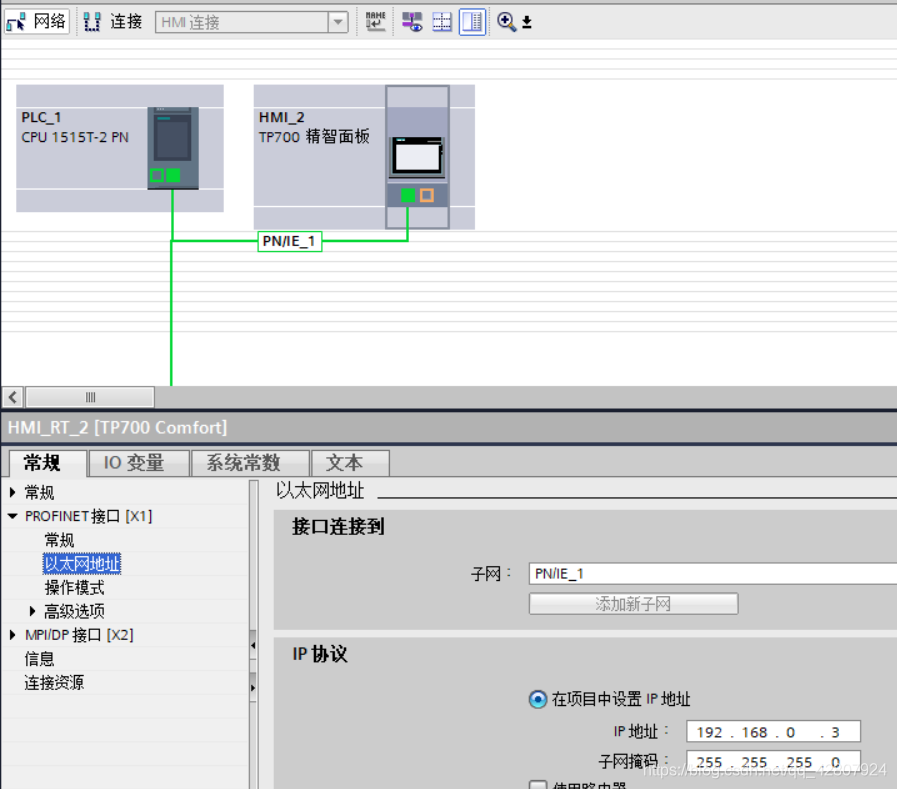
PLCSIM Advanced设置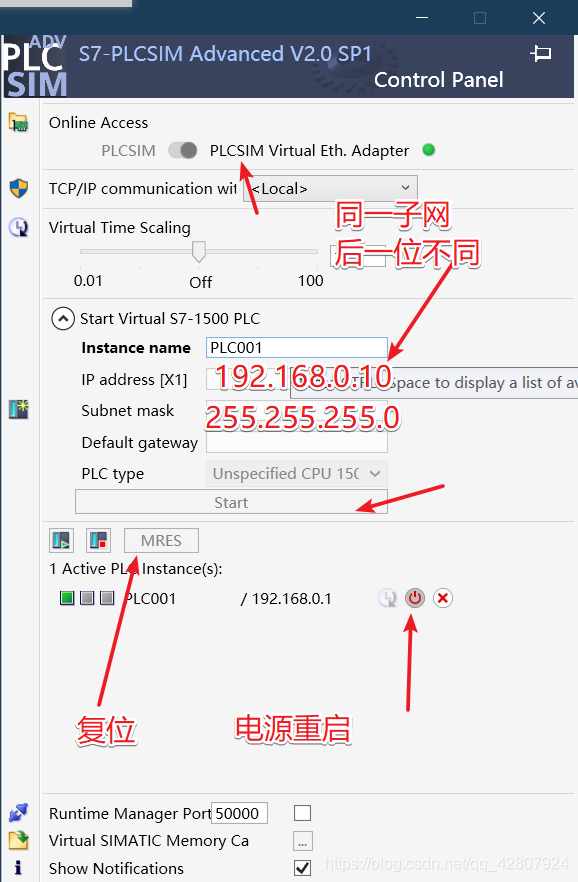
项目属性中勾选块编译支持仿真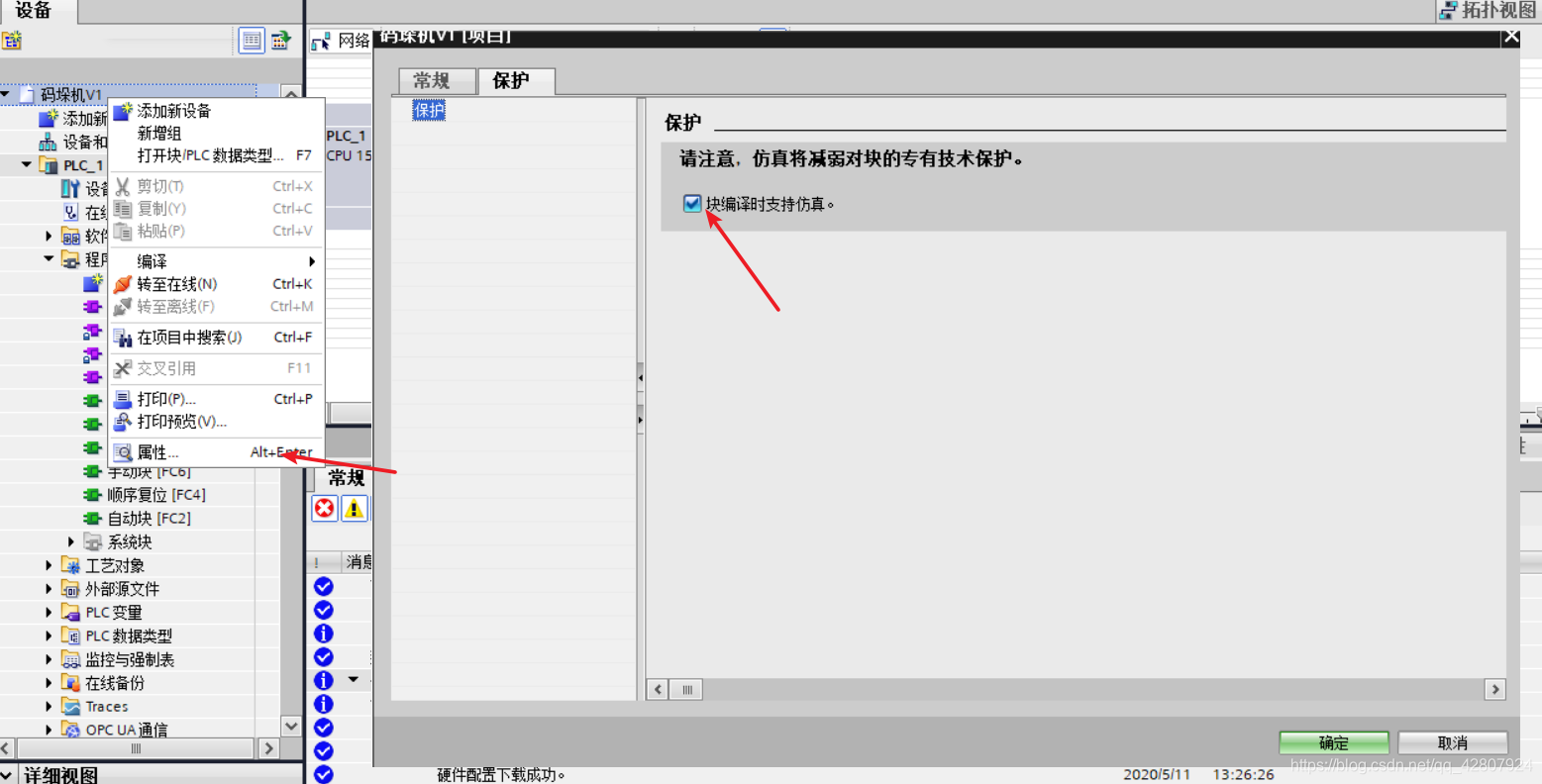
编译下载
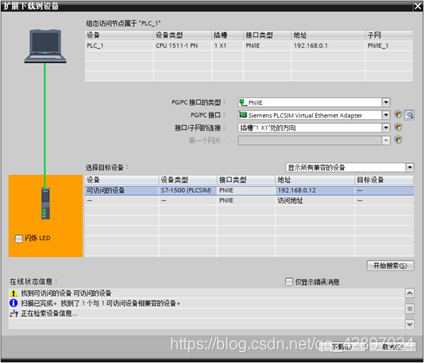
按前面这几步,组态工作就完成,可以实现PLCSIM Advanced仿真。
拓展
对于本文中实现虚拟调试,若按必要模块来讲,只需要添加1500型CPU和HMI就行,但为了学习组态,我们可以添加其他模块,同时由于真实设备是需要工艺对象即位置控制伺服电机去控制,因此选择1515T-2 PN CPU搭配V90 PN尝试进行组态,看是否能够采用工艺对象实现对模型的控制,而不是用move指令。
对于常见模块作用,以及v90pn的组态,参见 参考资料 。
将PLC程序变量,下载到PLCSIM Advanced中,MCD就可以配置外部信号,映射变量。
外部信号配置 添加实例——选择数据区域——更新标记——全选变量——确定导入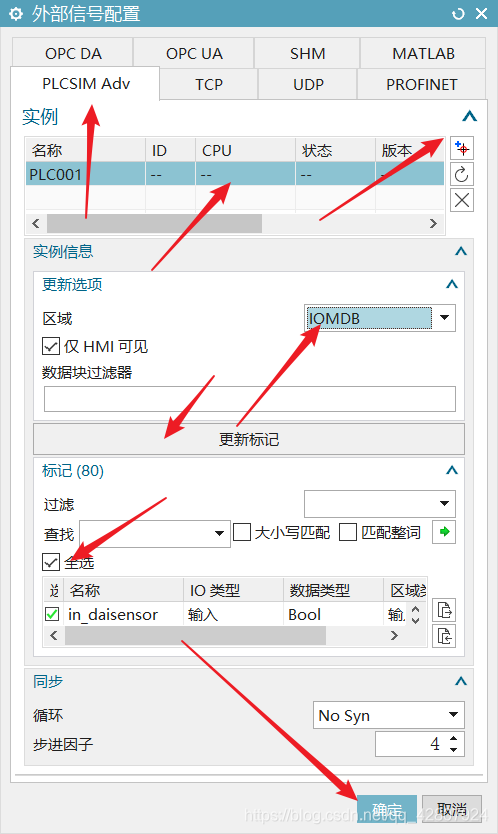
信号映射 选择对应的信号 点击中间映射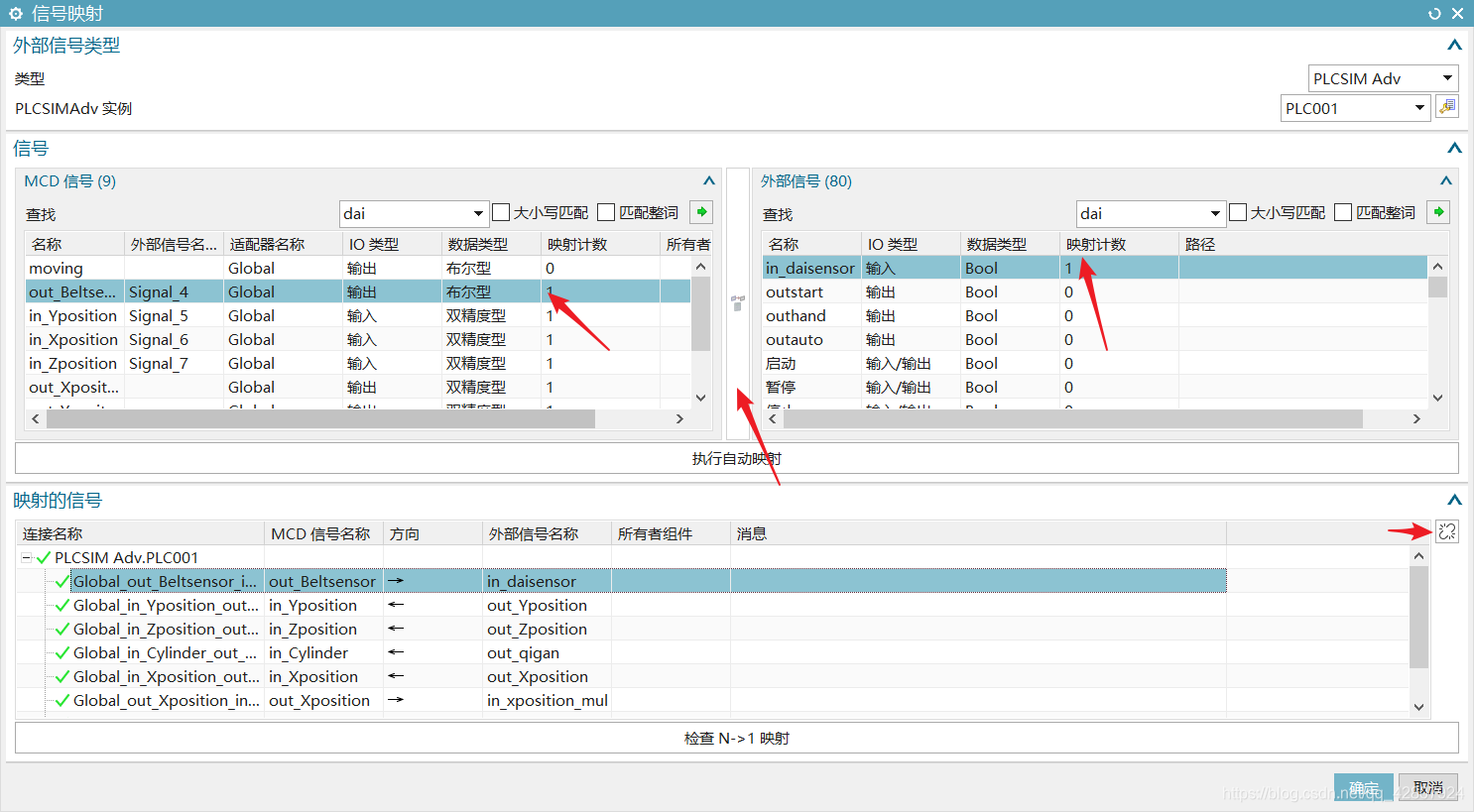
映射变量之后,就可以进行联合调试,使用PLC在线状态和监控表,使用MCD查看器,监控变量数值,查看程序运行,记录变量数据,进行调试。
3. 手动程序的实现
采用位置增加或减小一定量的形式实现JOG运动,通常在真实设备中要JOG运动,是要给定速度、加速度、加加速度,不给位置,而要想在MCD中实现,是要添加速度控制,但是位置控制和速度控制会冲突,只能激活一个,所以可以通过激活和不激活来切换,但比较繁琐,所以我们先采用按键按下,位置就增加或减少的方式。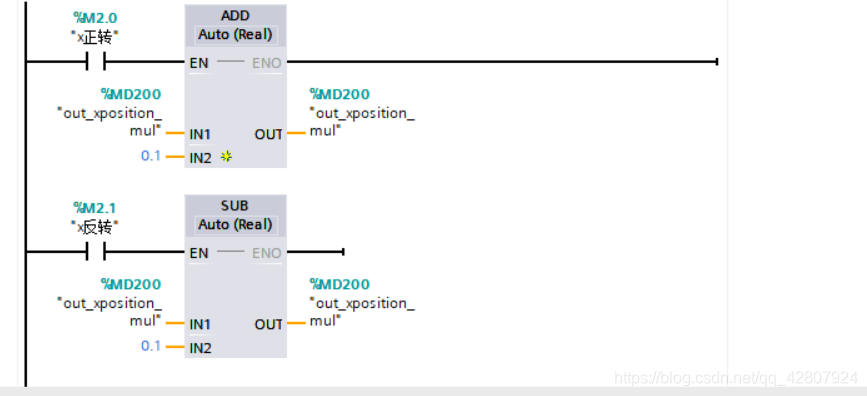
3. 自动程序实现
这一节讲述自动码垛程序中的实现,有哪些必要和技巧。
公有块中对定位误差进行计算,用于判断是否运动到位,公式为:
误差=abs(发送位置-反馈位置),通过判断误差小于一定值就判断到位。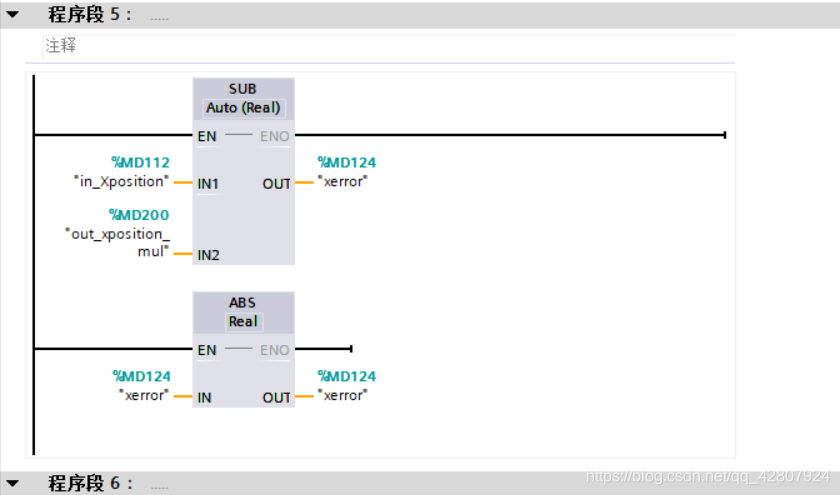
对于角度控制,PLC发送的数值,在MCD中是弧度数值,所以需要处理,转换为度数。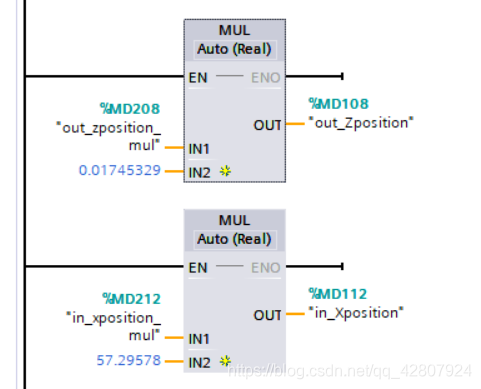
程序跳转逻辑采用书籍《 S7-1200 PLC编程及应用——廖常初》推荐的设计方法——使用置位和复位指令变活动步。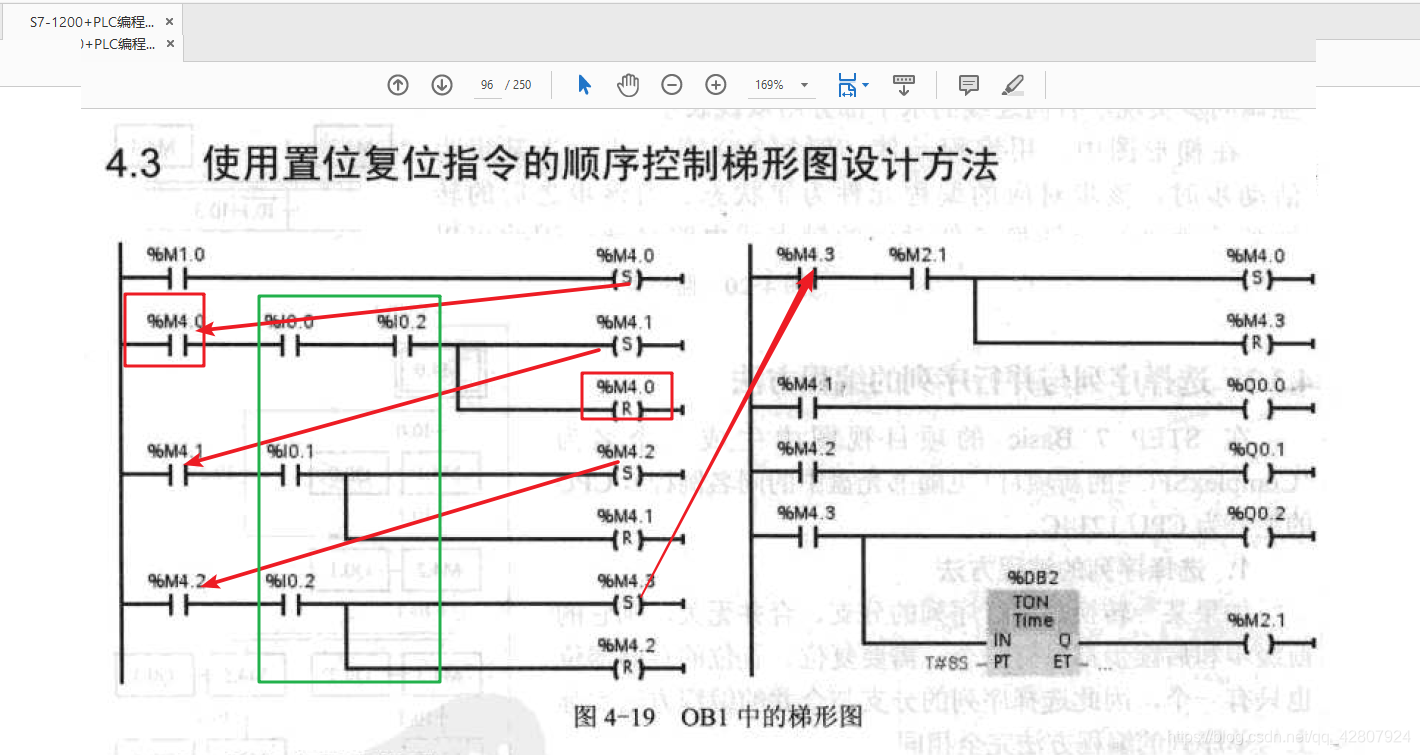
连续的两条语句如下:实现 传感器触发,XY同时运动到取垛位,Z轴再下降。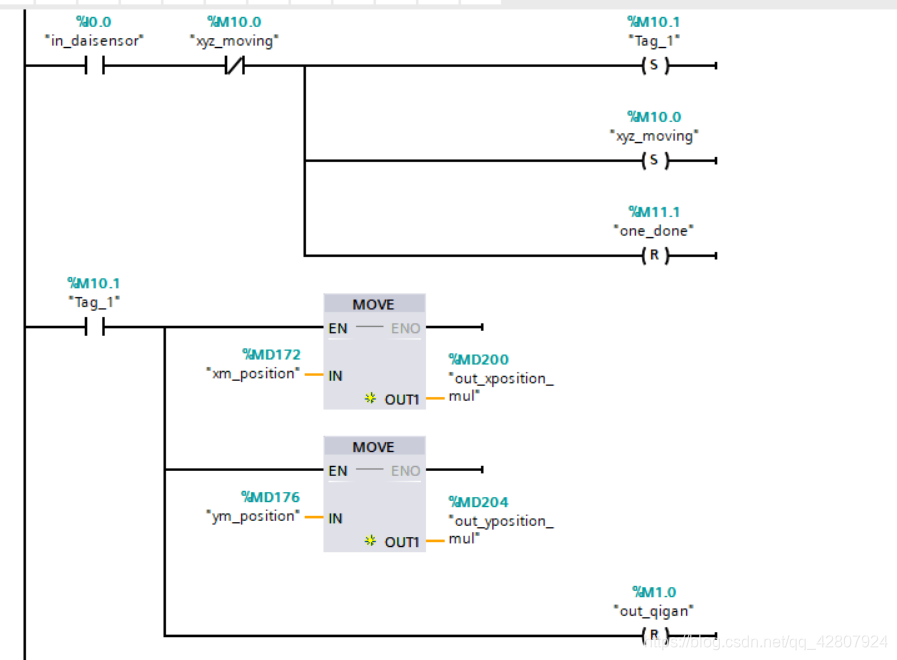
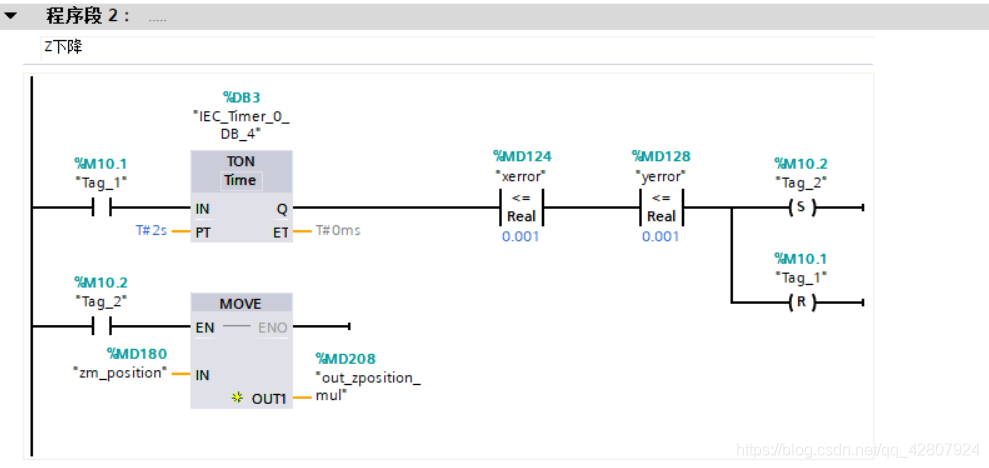
注意点:位置判断前加延时,防止MCD反馈数据更新不及时。
计数,采用完成一次搬运时信号的上升沿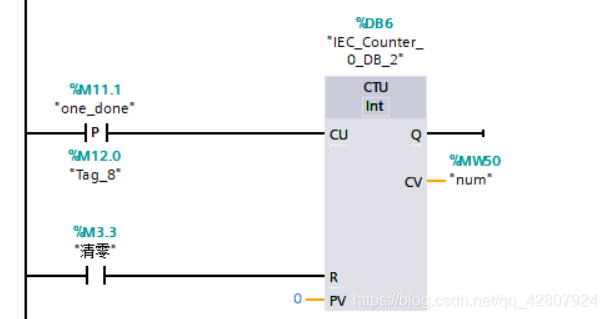
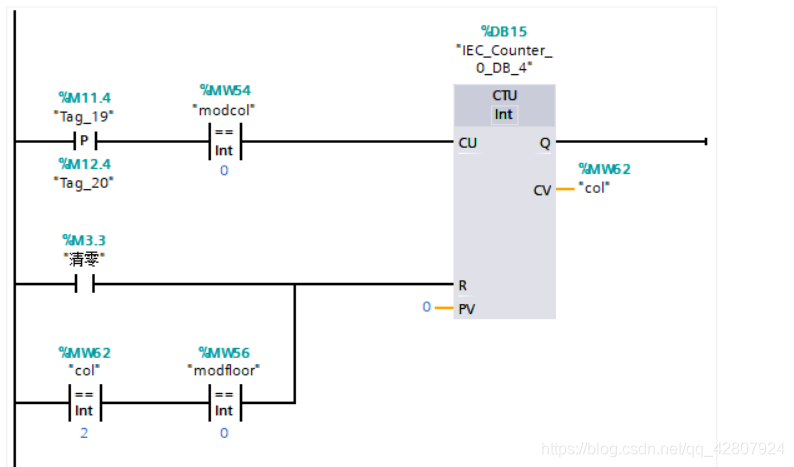
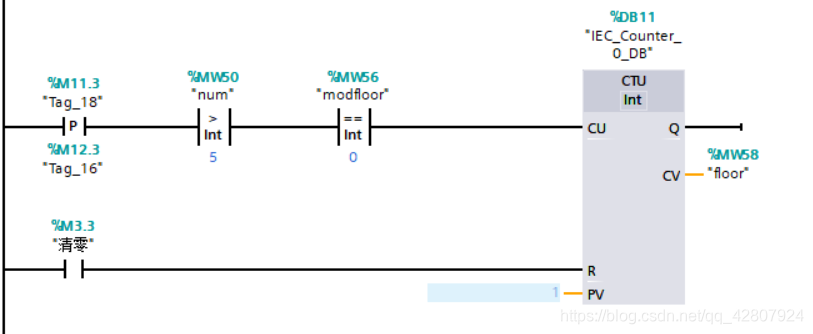
对于层行列判断采用取模计算,计算余数。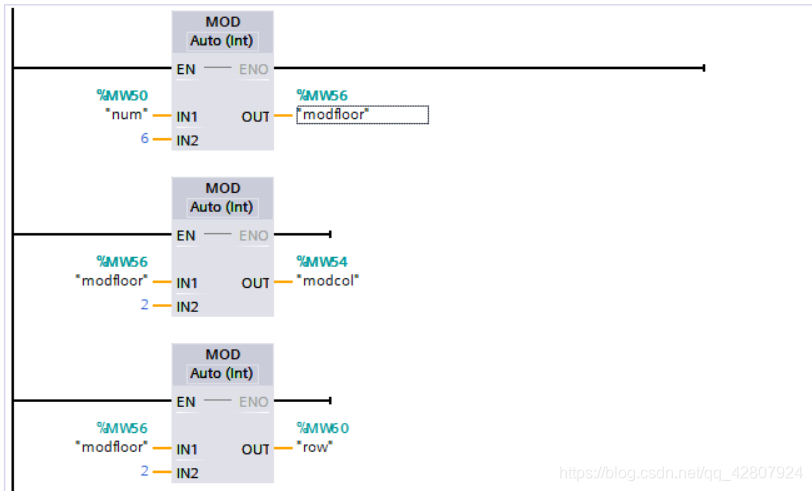
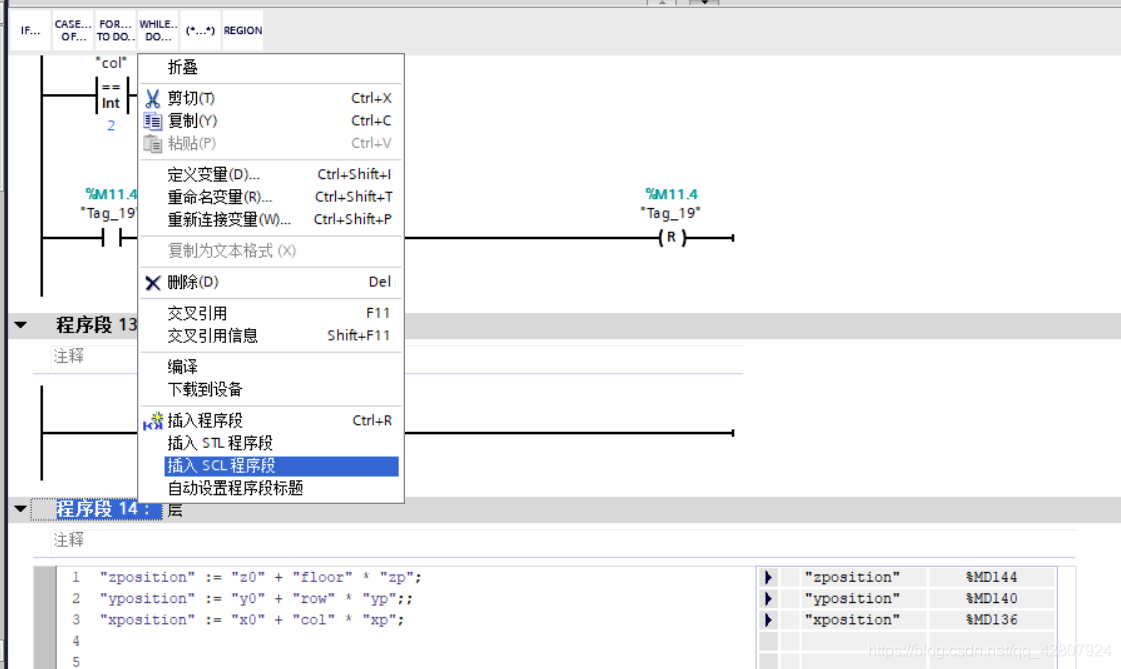
插入SCL语言进行较为复杂的计算。
最后是联合调试,实际上在写程序的过程中就会一边写一边调试。但由于两个程序都开启可能对电脑配置要求高,而同时为避免将大量时间放在调试中,所以要求写程序思路要清晰,把简单的功能验证完之后,就可以专注于PLC程序,用PLCSIM Advanced单独仿真把必要的问题调试成功再和MCD调试,这样会快速很多。
手动控制演示
自动码垛演示
B站视频列表:
仿真序列演示视频:https://www.bilibili.com/video/BV1f54y1Q7vG
联合仿真演示视频:https://www.bilibili.com/video/BV1Kk4y167LR
仿真序列模型分享:
链接:https://pan.baidu.com/s/18c-gMuPywBZ__0pvB3A0hQ
提取码:s86q
联合仿真模型分享:
最终源模型和PLC工程文件分享:在交流群(群号:1105076200)中分享
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















