















































软件

产品


模具用处极大,很多产品的生产都离不开模具,电脑、电话机、传真机、键盘、杯子等等这些塑胶制品就不用说了,像汽车和摩托发动机的外罩也是用模具做出来的,光一个汽车各种各样的模具就要用到2万多个。只要批量生产就离不开模具,模具素有“工业之母”的称号。

今天小编想和大家聊聊层叠模,下文中的实例是国内一位老专家“老查”设计的,据说开了国内层叠模设计的先例,我们一起瞧瞧去
这个模具的创意来自于这把最平淡无奇的勺子!

有的读者会说,勺子模具有什么创意?就是为了高效和快速生产出这个勺子,出现了多层模具的创意,这个多层模具的产生,如果有心的人好好应用,在模具行业真是“钱”途无量啊!
双层叠模技术还可以同时生两种不同的产品,例如第一层模具生产一种产品,而第二层模具内则生产另一种产品,这些产品可以是材料相同或不同,颜色相同或不同等多种组合。例如利用叠式模可以实现第一层注塑容器面盖,第二层模具注塑容器主体。
哈哈,扯得有点远了,下面小编为您介绍一下这个模具!
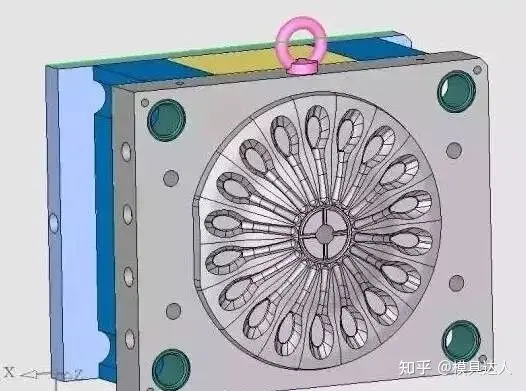
看了上图,是不是有人说,这有什么稀奇,不就是个勺子的模具吗?这个基本的加工厂都可以做出来,创意在后面哦!
对于机加厂来说,产量就是利润,如果一台床子生产出来的产品,同样的时间,产量提高的一倍的话,那加工利润就会翻一番,所以多层模具的创意应运而生!
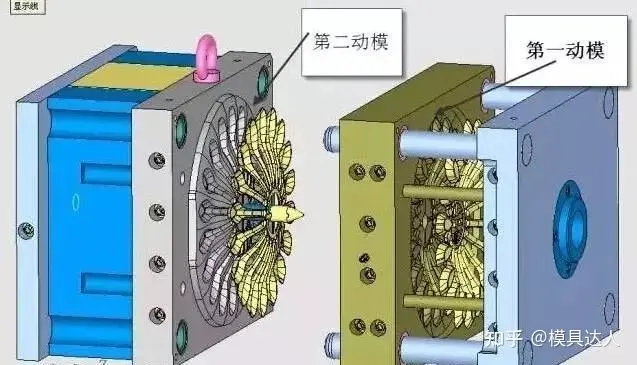
虽然有了第二动模,可是问题的关键是二层之间的浇口怎么断开。于是设计这样的带“刀”的浇口:


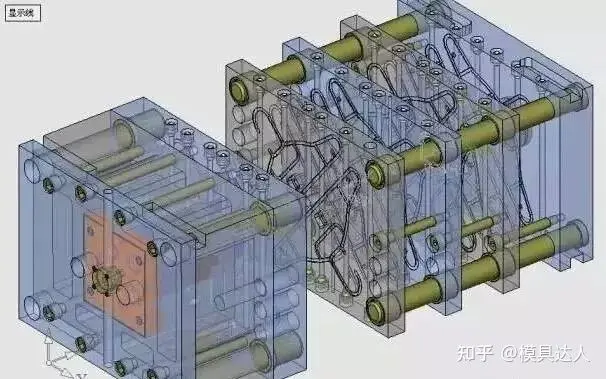
整个主浇口是一个圆的管子,包在推管内芯上,这个推管内针上有几条槽,用来拉浇口的。

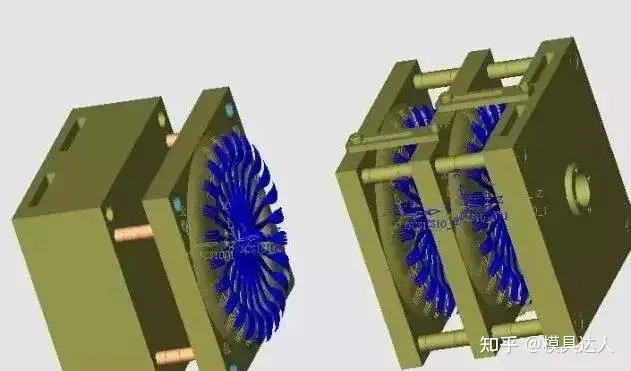
当模具开模时,二层的产品跟随动模一起后移,当第一动模被限位螺丝拉住时,第二动模继续后移,这时,管状的主浇口由于推管内针上的槽的作用,继续被向后拉,由于第一动模上的“刀”的作用,将横流道与主浇口切开,横流道被切断后,与第一层的产品一起留在第一动模和定模之间,并被设置在第一动模上的“气阀”吹下来,实现自动脱模。
当动模开到底后,注塑机的顶出杆推动模具上的推管,将第二层的产品和第二层的横流道以及主浇口一起顶出来。也达到自动脱模的要求。
这个就是多层模具的前身,还有3层的和4层的模具。
照这个理论推理下去,是不是好多产品的模具可以照这个模式试一试那?这些模具加工起来并不难,难的是浇口的切断和产品的自动脱模,大家有什么办法克服这个困难?赶紧试试吧。
两层叠层式热流道注射模具的设计要点
叠层式热流道注射模具在热流道板和中心主喷嘴中的物料不影响模具所需注射量,可以忽略不计。注塑机所需的注射容积是标准模具近乎两倍。
注射压力的校核主要是检验注射压力能否满足成型的需要。而叠层式热流道模具由于采用了热流道技术,但由于流程增加、投影面积增大,所需注射压力要比单层冷流道模具大。在校核注射压力时,应根据各种塑料的注塑工艺,并结合计算机模拟流动分析来确定塑件的注射压力,再与注塑机额定注射压力比较。
叠层式注射模具的各层型腔以“背靠背”设置,理论上锁模力不增加。但是,由于叠层式注射模具的中心主喷嘴及分流板增大了流动通道,使塑件加上浇注系统在分型面上的投影面积有所增大;并且由于叠层而延伸了流道,压力损失比常规单层模具大,注射压力相应增大,致使型腔压力增大,故锁模力有所增加,校核时按相同单层模具所需锁模力增加10%~15%是比较安全的。
叠层式注射模具在两个层面分型开模并顶出塑件,当校核开模行程时需采用相同传动比的齿轮齿条或曲肘连杆开模装置等同步开模机构,其开模行程是单层模具中最大开模行程那一层的2倍。
中心主喷嘴不能太长或太短,这样模具闭合时,中心主喷嘴不会超出注塑机喷嘴在机座后退或前进的最大距离。由于中心主喷嘴要与模具的中间部分在分型时一起移动,所以应确保开模后中心主喷嘴仍留在定模部分内,以防止中心主喷嘴头部的溢料滴入定模型腔壁上。
叠层式注射模具热流道浇注系统能够较好地传递注射压力,有利于提高塑件的成型质量,并易于实现自动化生产,但对塑料品种有一定要求,而且热流道系统价格昂贵。
模温是影响塑件成型质量的重要因素之一,叠层式注射模具设计时应保证各层型腔的温度条件控制一致。对于叠层式热流道注射模具,为减少热流道系统由于热传导的热量损失,应减少模具与热流道板之间的接触面积,并设置相应的隔热垫块。
为使塑件收缩一致,塑件在各型腔中的停留时间(冷却时间)应当相等,故叠层式注射模具应当确保各层型腔的分型面同时开启。齿轮齿条传动机构和机械式连杆机构常作为叠层式注射模具的开模机构,前者的技术性能较好,也较经济,但后者的灵活性更大。
那今天的分享就到这里啦,之后也会带来更多有趣的知识和内容,也会分享UG建模相关的小知识和小技巧,感兴趣的小伙伴们记得点个关注,不要错过了之后的精彩内容啊~
UG三维建模,装配设计、工程制图、运动仿真、逆向设计、有限元分析

武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















