















































软件

产品


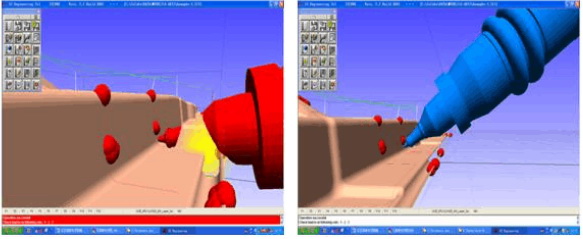
在五轴激光的自动编程中,自动加载切割路径时,激光头位置一般被设置为切割路径的法线方向,即始终与切割面呈垂直方向。但是,在零件的某些特殊位置,例如角度较小的内圆角。激光头与零件将不可避免的产生干涉。
根据笔者应用Sicube激光切割编程软件的经验,在这种情况下,绝对保持激光头在切割边线的法线方向几乎是不可能的。如果采用避让的方法,又使得这个部分的加工不能完成。
如果在拐角处局部改变激光头的A、B轴的角度,这导致激光头不在法线位置切割,但可达到避让激光头碰撞的目的。
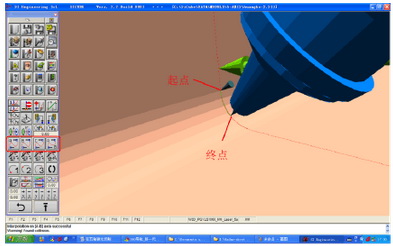
但是,在这样一个圆弧轮廓上,通常会有多个编程点发生干涉现象,那么就必须在每个编程点都进行A、B轴的修改。并且,还需要考虑整个圆弧上的所有编程点的A、B轴的角度必须是连续平滑过渡。因为,如果在相邻的编程点间A、B轴的角度变化过大,那么在实际的切割中,激光头进行大角度旋转的同时,仅在一个很短的距离(可能只有几毫米,甚至更短)上移动,导致在这一区域出现长时间切割过烧的现象,严重影响切割质量。

笔者应用的SiCube软件,发现对于这种情况的处理有一个非常方便的方法。只需要调整干涉前的编程点及干涉后的编程点的激光头A、B轴角度,然后使用软件具有的“自动轴插补”计算功能,软件将自动以已设置的两点的A、B轴角度为起始、结束角度自动进行插补计算,保证在两点间连续平滑过渡。由此不仅解决了避让的问题,而且可以保证切割的连续性。
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















