















































软件

产品



板金件的工艺性是指零件在冲切、弯曲、拉伸加工中的难易程度。良好的工艺应保证材料消耗少,工序数目少,模具结构简单,使用寿命高,产品质量稳定。在一般情况下,对板金件工艺性影响最大的是材料的性能、零件的几何形状、尺寸和精度要求。
01
冲切件的构型原则
冲切件的形状应尽量简单,尽量避免冲切件上的过长的悬臂狭槽。
02
冲切弃料最少以减少料的浪费
如图,稍稍更改设计,就会得到更多的零件,将大大节约材料。

干货,全套设计学习资料免费领取!
03
冲孔件的构型原则
最小边距和孔间距。零件上冲孔设计应考虑留有合适的孔边距和孔间距以免冲裂。最小孔边距和孔间距见表。
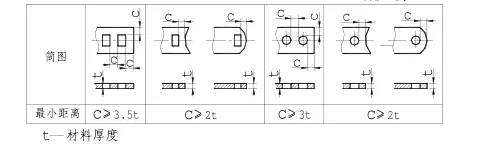
(1)最小冲孔直径或方孔的最小边长
冲孔时,应受到冲头强度的限制,冲孔的尺寸不能太小,否则容易损坏冲头。最小冲孔直径及最小边长见表。

(2)冲切缺口原则
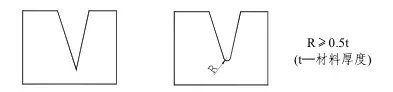
冲切缺口应尽量避免尖角。尖角形式容易减短模具使用寿命,且尖角处容易产生裂纹。应改为如图所示。
04
弯曲件的结构原则
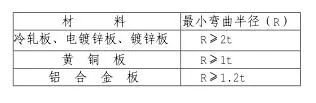
(1)板件最小弯曲半径
板件弯曲时,若弯曲处的圆角过小,则外表面容易产生裂纹。若弯曲圆角过大,因受到回弹的影响,弯曲件的精度不易保证。为此规定最小弯曲半径。
(2)弯曲的直边高度不宜过小,否则不易成形足够的弯矩,很难得到形状准确的零件。其值 h≥R+2t 方可。
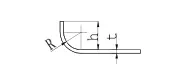
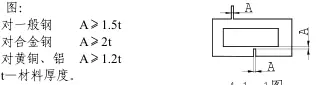
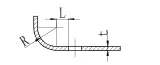
(3)弯曲边冲孔时,孔边到弯曲半径 R 中心的距离 L 不得过小,以免弯曲成型后会使孔变形。其值 L≥2t 方可。
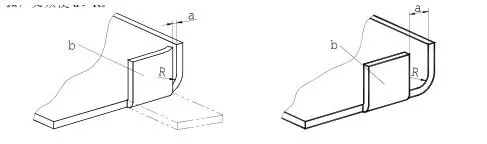
(4)当 a<R 时,弯曲后,b 面靠 a 处仍然有一段残余圆弧,为了避免残余圆弧,必须使 a≥R。
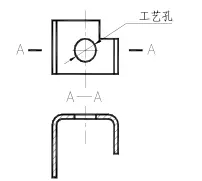
(5)在 U 形弯曲件上,两弯曲边最好等长,以免弯曲时产生向一边移位。如不允许,可设一工艺定位孔。

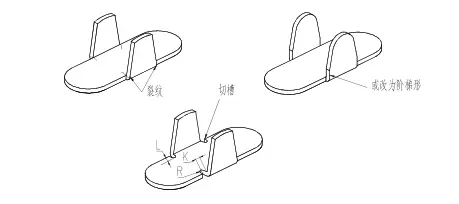
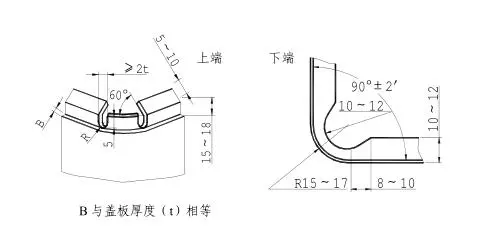
(6)防止侧面(梯形)弯曲时产生裂纹或畸形。应设计预留切槽,或将根部改为阶梯形。槽宽 K≥2t,槽深 L≥t+R+K/2。
(7)防止圆角在弯曲时受压产生挤料后起皱,应设计预留切口。如室外机侧板(上端、下端)圆角处切口形式。
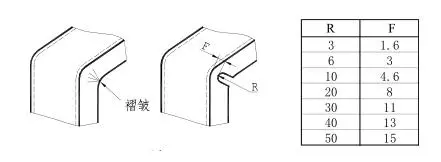
(8)防止弯曲后,直角的两侧平面产生褶皱,应设计预留切口。
(9)防止弯曲后,产生回弹的切口形式。

(10)防止冲孔后,弯曲产生裂纹的切口形式。
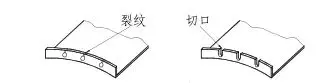
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















