















































软件

产品


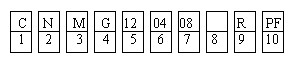
式中1表示为刀片外形的代码(图1),如代码C表示刀尖角为80°;
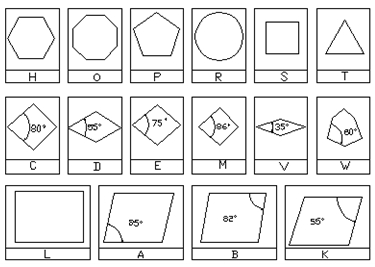
图1 刀片外形代码
式中2表示为主切削刃后角的代码(图2),如代码N表示后角为0°;
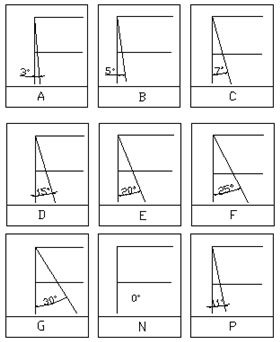
图2 主切削刃后角代码
式中3表示为刀片尺寸公差的代码(表1),如代码M表示刀片厚度公差为±0.130;
表1 刀片尺寸公差代码表
|
级别符号 |
公差mm |
公差inches |
||||
|
m |
s |
d |
m |
s |
d |
|
|
A |
±0.005 |
±0.025 |
±0.025 |
±0.0002 |
±0.001 |
±0.0010 |
|
F |
±0.005 |
±0.025 |
±0.013 |
±0.0002 |
±0.001 |
±0.0005 |
|
C |
±0.013 |
±0.025 |
±0.025 |
±0.0005 |
±0.001 |
±0.0010 |
|
H |
±0.013 |
±0.025 |
±0.013 |
±0.0005 |
±0.001 |
±0.0005 |
|
E |
±0.025 |
±0.025 |
±0.025 |
±0.0010 |
±0.001 |
±0.0010 |
|
G |
±0.025 |
±0.013 |
±0.025 |
±0.0010 |
±0.005 |
±0.0010 |
|
J |
±0.005 |
±0.025 |
±0.05 ±0.13 |
±0.0002 |
±0.001 |
±0.002 ±0.005 |
|
K |
±0.013 |
±0.025 |
±0.05 ±0.13 |
±0.0005 |
±0.001 |
±0.002 ±0.005 |
|
L |
±0.025 |
±0.025 |
±0.05 ±0.13 |
±0.0010 |
±0.001 |
±0.002 ±0.005 |
|
M |
±0.08 ±0.18 |
±0.013 |
±0.05 ±0.13 |
±0.003 ±0.007 |
±0.005 |
±0.002 ±0.005 |
|
N |
±0.08 ±0.18 |
±0.025 |
±0.05 ±0.13 |
±0.003 ±0.007 |
±0.001 |
±0.002 ±0.005 |
|
U |
±0.013 ±0.38 |
±0.013 |
±0.08 ±0.25 |
±0.005 ±0.015 |
±0.005 |
±0.003 ±0.010 |
注:表中s为刀片厚度,d为刀片内切圆直径,m为刀片尺寸参数(图3)。
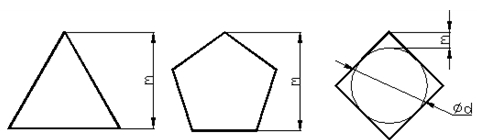
图3 刀片尺寸参数
式中4表示为刀片断屑及夹固形式的代码(图4),如代码G表示双面断屑槽,夹固形式为通孔;
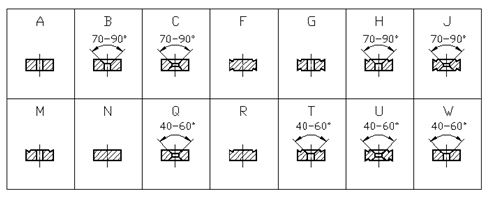
图4 刀片断屑及夹固形式代码
式中5表示为切削刃长度表示方法(图5),如代码12表示切削刃长度为12mm;
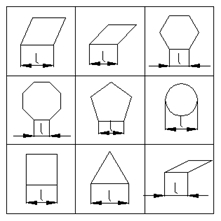
图5 切削刃长度表示方法
式中6表示为刀片厚度的代码(图6),如代码04表示刀片厚度为4.76mm;

图6 刀片厚度代码
式中7表示为修光刃的代码(图7),如代码08表示刀尖圆弧半径为0.8mm;
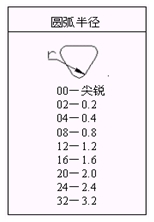
图7 修光刃代码
式中8表示为表示特殊需要的代码;
式中9表示为进给方向的代码,如代码R表示右进刀,代码L表示左进刀,代码N表示中间进刀;
式中10表示为断屑槽型的代码(表2)。
表2 刀片断屑槽选用推荐表
|
断屑 槽型 |
工 件 材 料 |
||||
|
长屑材料 |
不锈钢 |
短屑材料 |
耐热材料 |
软材料 |
|
|
ABCDE |
ABCDE |
BCDE |
ABCD |
ABCD |
|
|
PF PMF PM PMR PR |
543-- 353-- -253- -144- -1455 |
543-- 353-- 1552- -134- -1343 |
21-- 21-- 22-- 4554 1122 |
43-- 54-- 2552 -221 --22 |
21-- -33- -232 ---- -33- |
|
HF HM HR |
54--- -54-- 1451- |
54--- 354-- 2641- |
3--- 21-- 441- |
43-- 343- 1231 |
21-- 344- 2342 |
|
31 53 TCGR PMR PGR |
--145 54--- 54--- 1442- 1442- |
--133 54--- 54--- 2442- 2442- |
4444 3--- 3--- 322- 322- |
--11 43-- 43-- 1322 1322 |
---- 21-- 21-- 2342 2342 |
|
NUN NGN PUN PGN |
-1343 -1343 -1443 -1443 |
----- ----- -3553 -3553 |
4554 4554 4431 4431 |
---- ---- -355 -355 |
---- ---- -222 -222 |
|
11 12 |
-431- -342- |
-452- -243- |
321- -353 |
-431 -253 |
-421 -242 |
|
RCMT RCMX RNMG |
13442 -1343 -1242 |
13432 -2322 -221- |
3332 3433 233- |
-222 -222 -231 |
2232 -111 ---- |
注:表中断屑槽型为株洲硬质合金厂可转位刀片的断屑槽代码
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















