















































软件

产品


前言
漂亮的产品外观,是智能产品决胜的关键。
一 、什么是ID设计?
设计师根据产品的PRD、MRD、BRD中使用场景、使用人群、功能要求的信息,结合和自身经验、竞品信息、企业情况、行业工艺、成本要求等多维维度数据,进行构思设计出来的外形方案。
初次设计时,设计师会以手稿形式,提供几种草案,由产品、项目组和老板进行设计评审,确定其中一种方案,然后设计师逐步修改多次讨论,输出最终的2D工程图或JPG彩图,最终输出的图纸必须包含投影视图、注明整体尺寸,当然也尽可能完整描述清楚表面工艺等设计要求。
当然,在进行此阶段设计时,也需要MD、硬件相关人员提前进来参与,避免ID定稿后可能出现的无法处理缺陷。

常用的设计软体为alias、rhino、 Photoshop
二、 ID设计准则&材料工艺介绍
ID设计应该遵循以下几个准则,具有品牌识别度、满足功能、易于使用、符合场景、符合成本要求。
2.1 材料知识
材料在工业生产中是基础工业,也是基础学科,其重要性是不言而喻的。对于从事产品设计的设计师/工程师而言,熟悉了解材料的特性非常重要。
金属材料类型
板材(SECC,SGCC,SPCC,SUS,Al)

合金(镁合金,铝合金,锌合金,钛合金,铝镁合金,锌铝合金……)


塑料材料类型

外观件主要用材料
ABS:光泽度较高,易喷涂,但耐温不高;
PP:成本低,流动性好,但尺寸稳定性较差;
PC:强度高,耐温高,透明性好,但容易开裂;
PC/ABS合金:综合性能优异,但价格较高。
装饰件主要用材料
透明材料:透明ABS、PMMA、PC等
电镀材料:电镀级ABS
膜材料:PET膜,PC膜
软胶类:TPE,PVC,橡胶,硅胶
3C关键件核心材料
阻燃PBT、阻燃PP、阻燃PPO
其它关键结构件材料
POM、玻纤增强尼龙、PPS、PPA、PEI
辅助类材料
发泡材料:隔音减震、缓震泡棉
硅橡胶:密封、防水、硅胶防滑垫
胶水:红胶固定、焊盘胶水固定、强力双面胶粘合
散热:浅蓝色导热垫、散热贴纸

其它材料类型
陶瓷、皮革、 木材

2.2 表面处理工艺
常见表面处理工艺有:模具蚀纹,抛光,拉丝,喷砂,移印,丝印,IMD,IML,镭射,喷油,高光UV喷涂,橡胶漆,磨砂漆,烤漆,电镀,真空镀,批花,铝合金阳极处理,烫金等。
2.2.1 表面处理
烤漆、喷砂、拉丝

抛光 电镀 雕刻

2.2.2 表面后处理工艺
阳极氧化
工艺优点:防护、装饰、绝缘、耐磨、防指纹
工艺过程:抛光/喷砂/拉丝->除油->阳极氧化->中和->染色->封孔->烘干

电泳
工艺优点:颜色丰富、保持金属光泽、防腐
工艺过程:抛光/喷砂/拉丝->前处理->电泳->烘干

疏油涂层
工艺优点:质感、耐脏

2.3 表面印刷工艺
移印、烫金、热转印、丝印、雕刻

三、什么是MD设计?
ID给MD的资料一般是DXF格式的线框图或建好外形的stp格式模型图,在拿到ID设计提供的工程图相关资料后,MD开始启动,先是评估材料工艺、结构装配、拆机方式、生产制造等等可行性,然后资料核对。
MD自顶向下设计TOP-DOWN设计具体流程如下:
整个过程中,应该随时保持与ID、硬件、产品、工艺相关人员保持沟通,避免走弯路。

MD设计常用软体为Pro/E、SolidWorks,UG、catia。
四、MD设计准则&工艺介绍
4.1 MD设计准则
4.2 设计技巧
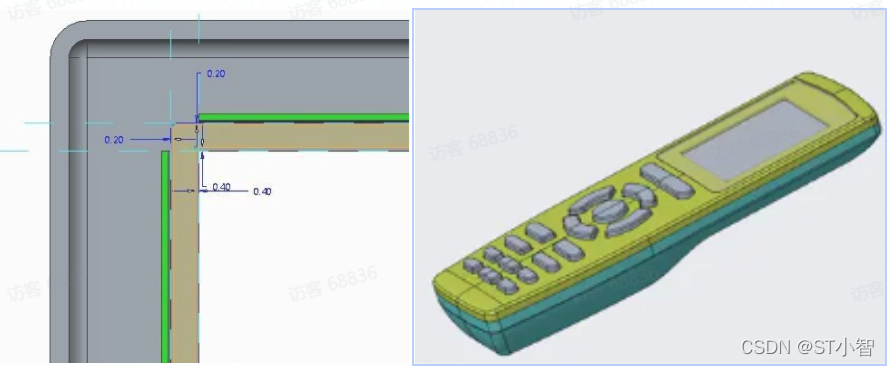
壁厚设计准则
合理确定塑件的壁厚是非常重要的,其它的形状和尺寸如加强筋和圆角等都是以壁厚为参考的。塑料产品的壁厚重要决定于塑料的使用要求,即产品需要承受的外力,是否作为其他零件的支撑,选用的塑料材料的属性,重量,电气性能,尺寸精度和稳定性以及装配等各项要求而定。
常规产品3.00mm现已非常稳妥了,壁厚太厚很容易缩水,也容易发生内应力引起变形,担心强度不足完全能够通过在内部拉加强筋解决,作用远好过单一的添加壁厚。

按键结构设计技巧

防水防尘结构设计技巧
结构间:
麦克风、扬声器:
天线结构设计技巧
天线类型:
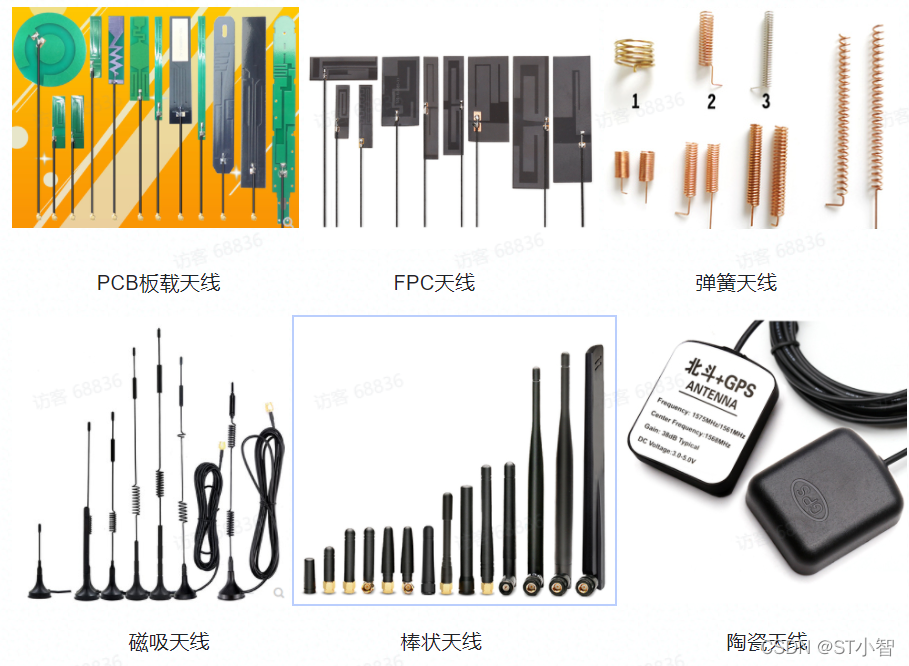
天线位置:
天线的安装位置一般有2种,一种是单独的支架,锁在主板上或者前壳上,FPC贴在支架上,一种是贴在后壳上。
散热结构设计技巧
屏幕贴合设计技巧
内外框固定方式

玻璃面板贴合方式
可靠性结构要求
功能,安装,结构,噪音,下跌,EMC,ESD等相关测试指标。
机械动力设计
外壳固定技巧
4.3 加工工艺介绍
钣金件
钣金展开;各种成形模具结构简图;钣金各种特征加工工艺;钣金铆接、焊接、螺纹连接等结构特性;
塑件
注塑;压缩;压注;挤出;吹塑;泡沫塑料;双色与多色
压铸
铸铁;铝合金压铸;锌合金压铸;镁合金压铸;钛合金压铸;铸铜
挤出加工
塑料挤出;铝挤;铜挤出
五 手板制作&验证
在MD完成设计,输出图纸后,进入手板制作流程,一般产品手板零部件效果如下(无表面处理)。

5.1 手板制作
常见手板制作工艺如下:

3D打印-SLS与3D打印-SLA区别

3D打印与CNC区别
1. 材料上的差异
3D打印的材料主要有液态树脂(SLA)、尼龙粉末(SLS)、金属粉末(SLM)、石膏粉末(全彩打印)、砂岩粉末(全彩打印)、线材(FDM)、片材(LOM)等等。液态树脂、尼龙粉末和金属粉末占据了工业3D打印的绝大部分市场,随着技术发展,3D打印现在也可以打印出强度很强的模型了。
而CNC机加工用的材料全部都是一块一块的板材,就是板状的材料,通过测量出零部件的长宽高+耗损,再去切割对应大小的板材用于加工。CNC机加工材料选择比3D打印多,一般的五金类和塑料类板材都能进行CNC机加工,而且成型部件致密度要比3D打印好。
2.因为成型原理而导致的零件差异
3D打印能有效地加工生产出结构复杂的零件,比如镂空的零件,而CNC则很难实现镂空零部件和精密零件的加工。
3. 后期处理上的差异
3D打印的零部件后处理选择不多,一般都是打磨,喷油,去毛刺,染色等等。而CNC机加工的零部件后处理选择五花八门,除了打磨,喷油,去毛刺,还有电镀,丝印,移印,金属氧化,镭雕,喷砂等等。
5.2 手板验证
手板件加工回来后,结构工程师需要进行对手板样机安装,包括结构组装、PCBA、外围器件安装测试,安装过程中需要记录安装问题点,确保每一个版本迭代有所根据。
手板完结后依照设计标准要求做相关的测验,为了保证产品的可靠性,不同种类的产品,不同的国家和地区,都会有不同测试标准,要根据实际情况确定,有专标找专标,没专标找通标,连通标都没有的,一定要问有经验的工程师,或者直接打电话到检验机构进行咨询。熟悉标准对产品设计本身也有一定的指导作用,否则在认证测试的时候再去整改会非常痛苦。
测验项目一般包含:功能,安装,结构,噪音,下跌等测验,并与规划输入对比后进行规划变更。
零部件级别
盐雾、百格、酒精等。
产品整机级别
温度、跌落、运输、振动、冲击、IK防护、IP防护等。
安规相关
球压、稳定性、机械危险、阻燃等。
电磁兼容相关
含EMI 电磁发射、EMS 电磁抗扰度两个方面,有多个测试项目,多去请教硬件工程师。
环保相关
ROHS,SGS等。
5.3 产品品质标准
在产品完成手板制作后,MD工程师应该输出以下检测标准和工艺不良品改善对策。
1. 产品外观级面定义与外观检测标准
2. 不良定义与允收拒收标准
3. 各种工艺不良及改善对策(临时,长期)
六 投模简介
产品通过摸底认证后,就可以进行投模操作了,一般产品投模时间周期一般在40天左右,根据产品要求、复杂度和双方工程师的沟通情况而定。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















