















































软件

产品


压铸是金属成型中效率最高的工艺之一,但其对产品结构有严格要求。在ProE/Creo中进行压铸件结构设计时,需从壁厚、拔模、圆角、加强筋等多个维度同步考虑,确保设计方案既满足功能需求,又符合压铸生产的可行性。
壁厚设计是压铸件的核心。壁厚过薄会导致充填不足、冷隔缺陷;过厚则容易产生缩孔、缩松。一般铝合金压铸件壁厚控制在1.5~4mm,锌合金为1.0~3.0mm。在Creo中建模时,应先用抽壳设定均匀壁厚,再通过局部加厚或减薄满足强度要求。
拔模斜度不可忽略。压铸件脱模依赖斜度,外壁一般取1°~1.5°,内壁取1.5°~2°。在Creo分模前就需将拔模角纳入草绘轮廓,否则后期修改成本极高。
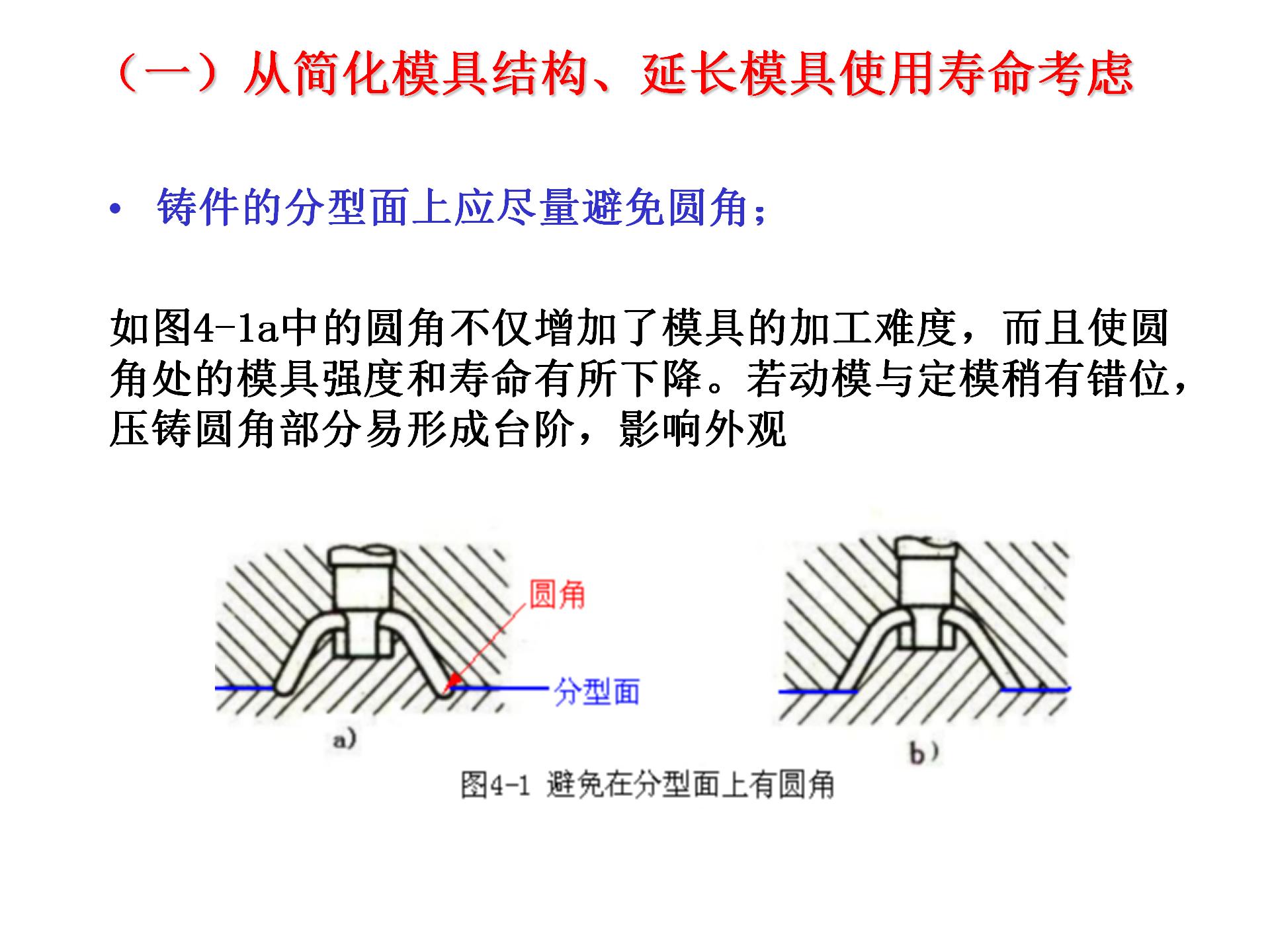
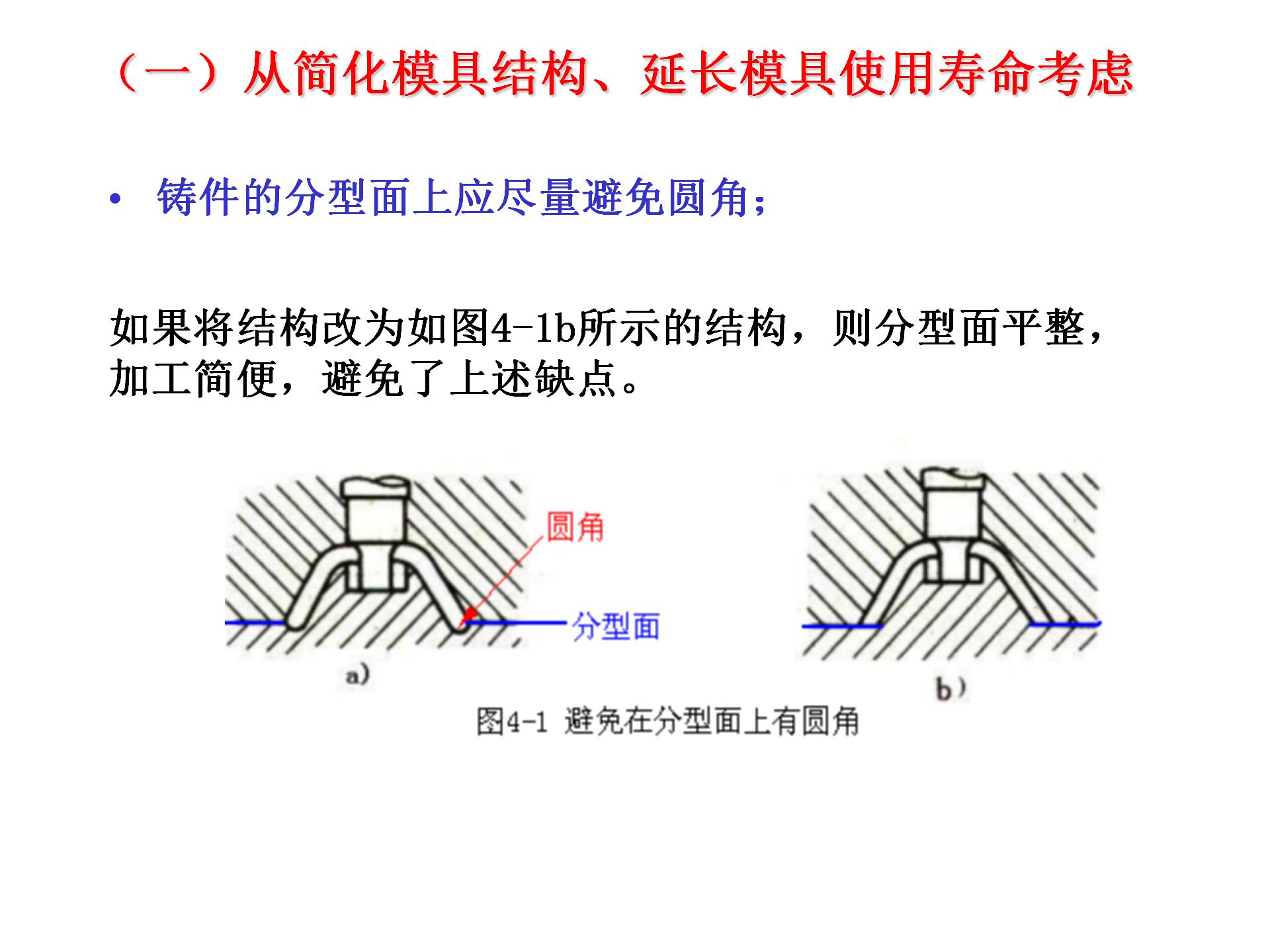
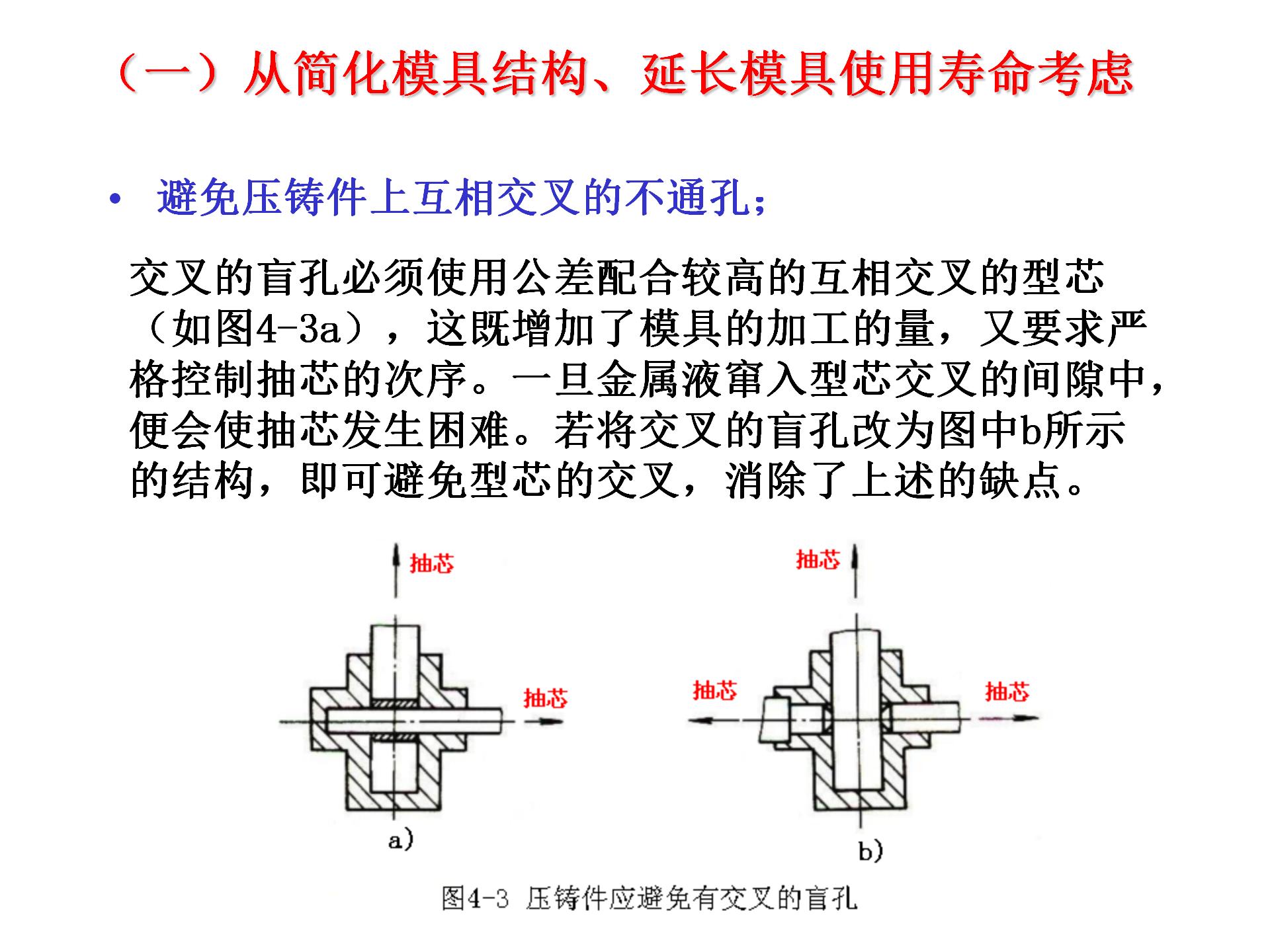
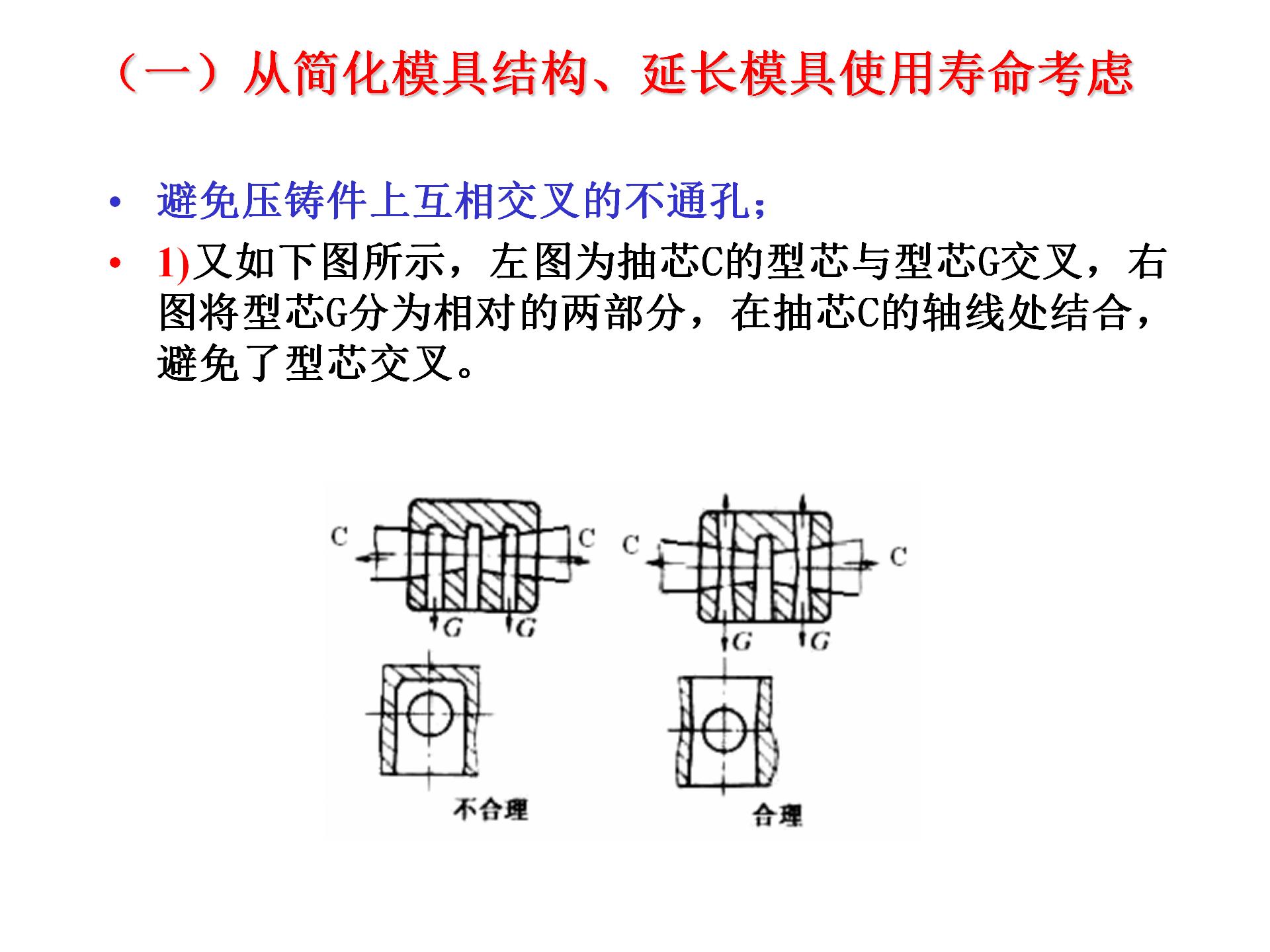
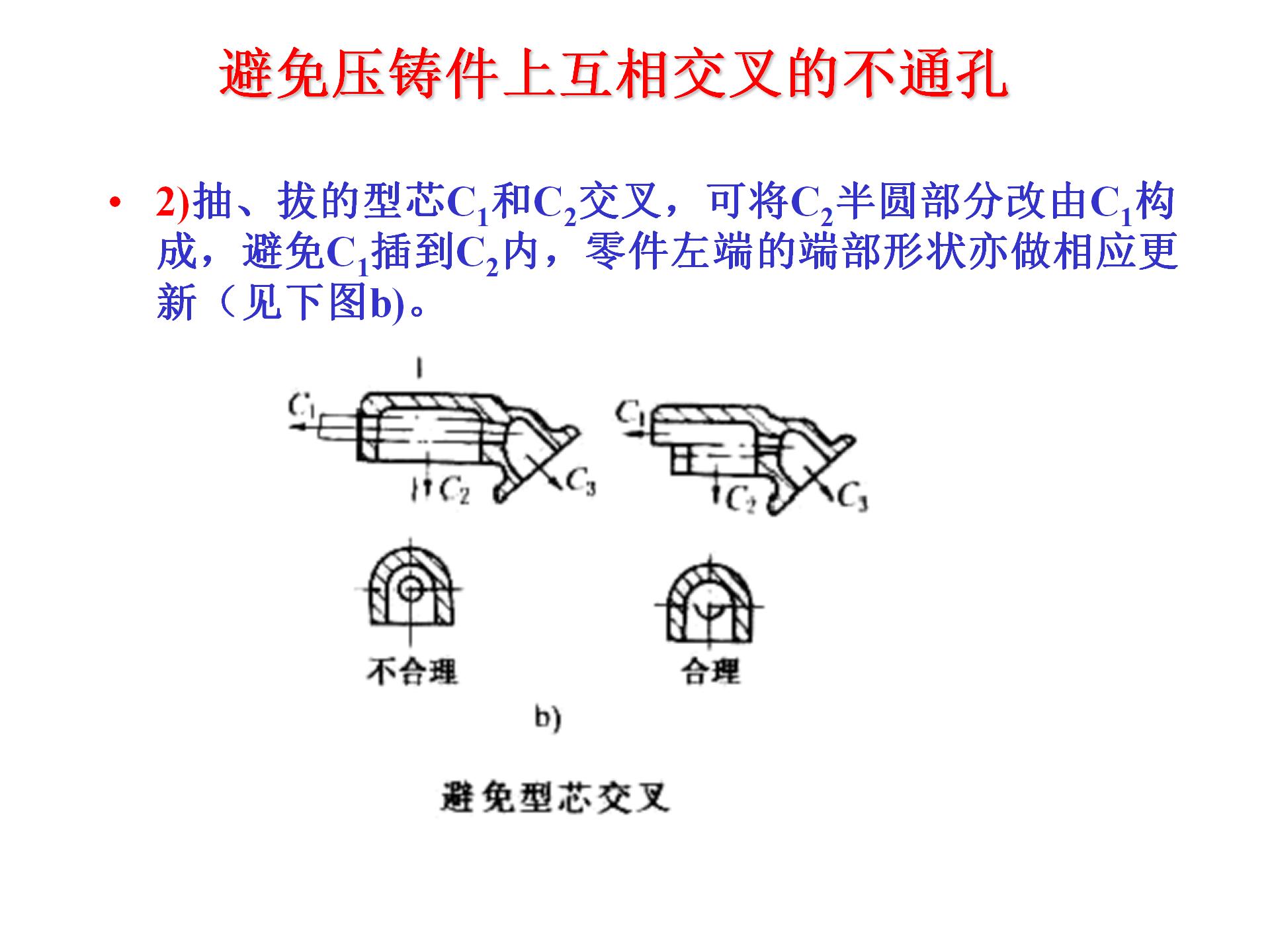
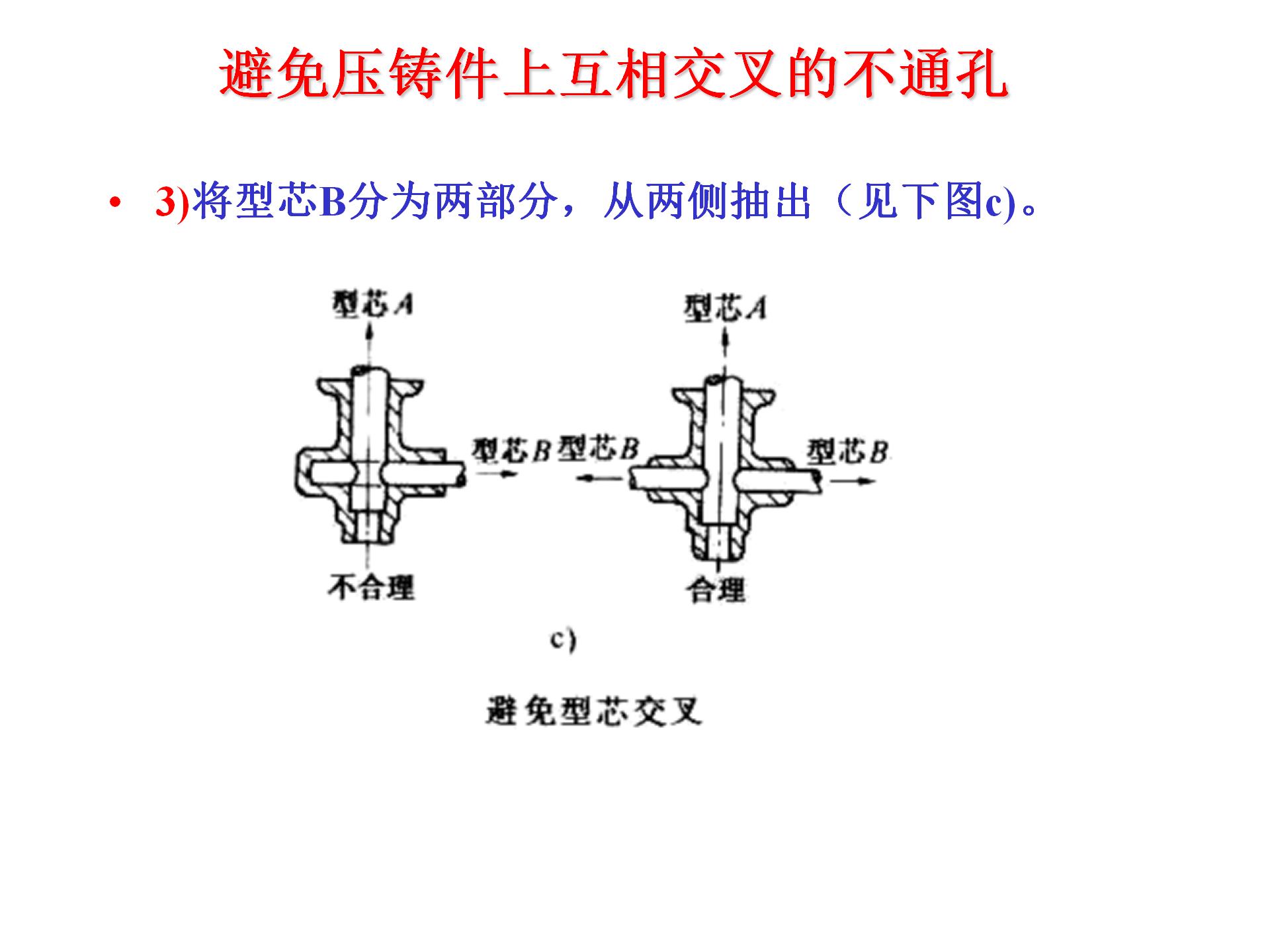
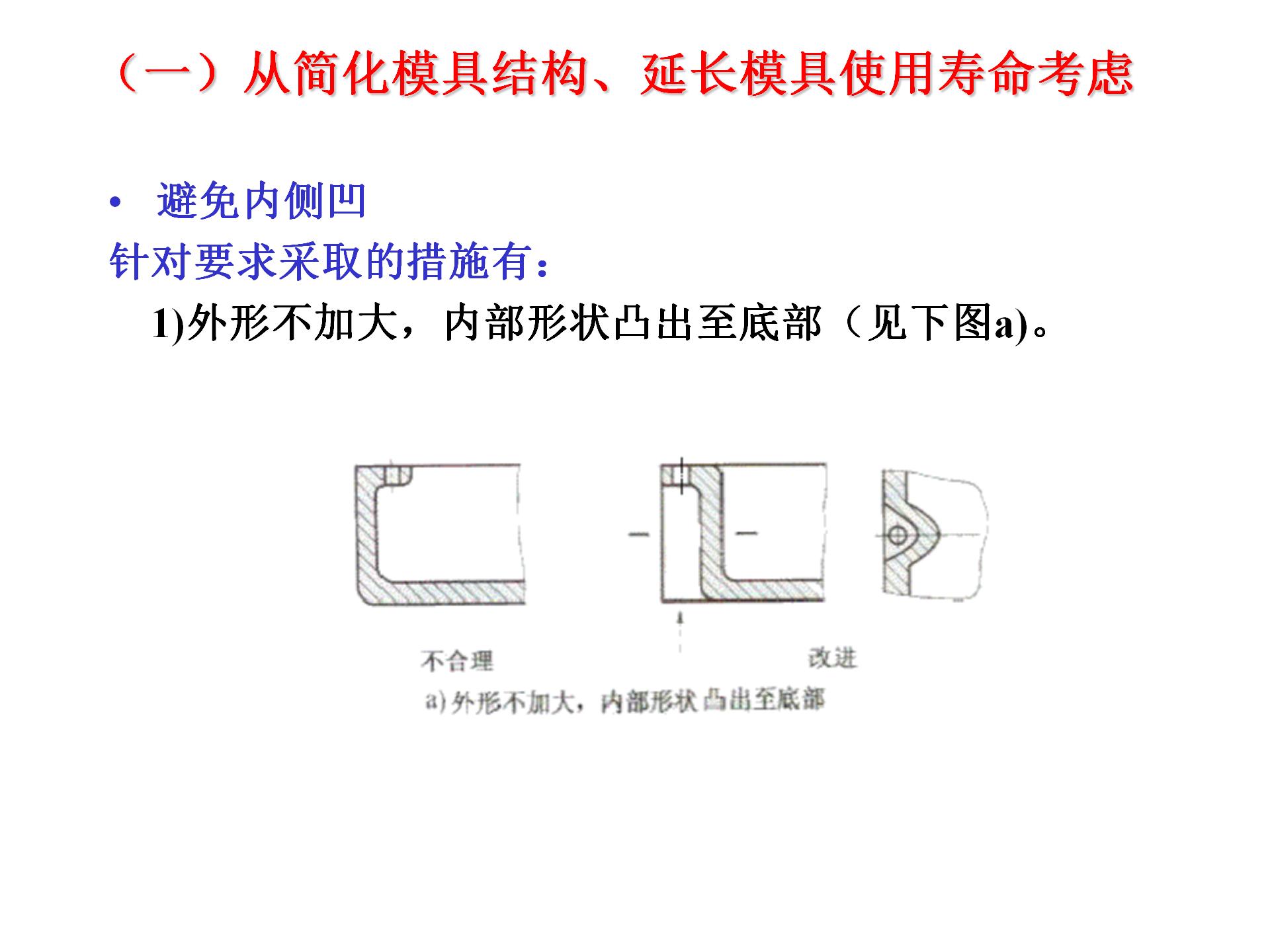
圆角处理直接影响模具寿命和充填质量。内外转角均需设圆角,一般R≥0.5mm,避免尖角导致应力集中和裂纹。
加强筋设计需特别注意:筋厚不应超过主壁厚的2/3,且末端应渐变收尾,避免出现金属堆积和困气问题。
工艺层面,浇口位置应选在厚壁处,流道设计需保证金属液平稳充填,排气槽需设在最后填充的封闭区域。Creo中可通过模拟分析验证充填路径与排气布局的合理性,提前发现潜在缺陷,减少试模次数。
文章篇幅有限,需要源文档的同学,请加老师微信:2286170906 免费领取!

武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















